这样的立磨摇臂轴承室磨损程度,还能修复如初吗 点击:83 | 回复:0

一、企业设备问题介绍
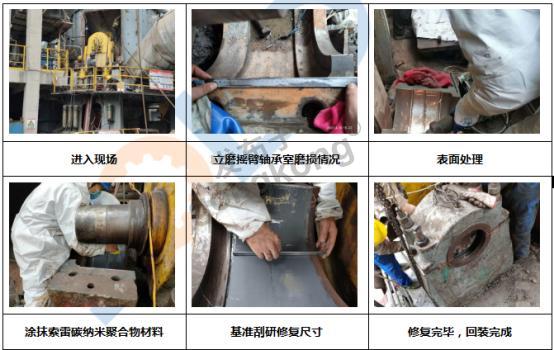
某水泥企业在检修时,在更换生料磨轴承时发现轴承室与轴承位出现磨损,磨损量最大3.0mm,立磨三套磨辊翻出,辊芯已拆除,其中一处摇臂定位侧轴承位磨损较为严重,轴承室内部也出现不同程度磨损。因轴承位磨损、轴承无法回装而现场停工,项目进度迟迟不前,机械设备维修与加工一直是企业困扰与头疼的问题。

二、立磨摇臂轴承室磨损修复方案
通过现场勘查设备轴、轴承室磨损情况可以明显看出,设备在日常巡检维护方面不够及时,注油系统无管路连接,依靠日常手工注油机加油;如此大的磨损量,设备运行起来振动值是非常高的,且磨损情况已然存在很长时间。无论轴、轴承室哪一方面出现磨损,势必会对整个摇臂机械传动结构造成影响。针对此轴承室的问题,可以采用索雷基准刮研定位工艺,利用未磨损的面作为基准刮研,利用轴承的部件对应关系修复工艺进行现场修复。索雷碳纳米聚合物材料修复轴承室磨损方面具有修复效率高,可实现在线修复。具体操作步骤如下:
1. 表面处理:使用氧气乙炔将轴、轴承座表面油污烤干,随后使用角磨机或者砂纸将表面氧化层打磨干净且表面粗糙,然后用无水乙醇将表面清洗干净,晾干;
2. 严格按照比例调和SD7101H材料,调和均匀无色差;
3. 将调和好的材料均匀涂抹至轴、轴承座磨损部位,涂抹厚度大于轴承座单边磨损量;
4. 以轴磨损部位两侧的未磨损部位为基准进行刮研,以修复出基准尺寸;
5. 材料固化,将基准面和修复表面多余材料及釉面用砂纸打磨清除;
6. 使用干净棉纱将SD7000脱模剂涂刷至轴承内圈表面;
7.再次涂抹少量SD7101H材料涂抹至刮研后的表面,将轴承安装到位;
8. 材料固化,修复完成。
修复后的保养建议:
1. 定期巡检设备轴承运行温度是否稳定,检查螺栓是否松动,定期紧固;
2. 定期加注润滑脂并及时记录保养周期。





楼主最近还看过
- MCGS触摸屏无法校准
 [1631]
[1631] - 怎么设置wincc自动启动[10044]
- 步进电机分度不均匀问题[1754]
- 请问西威变频器,同步主机,换...[1464]
- 艾默生R482900U电源故障[2827]
- 涂布线放卷张力控制分析[1987]
- SEWMovitools4.90软件已经安...[1255]
- 欧姆龙plc连接问题编程连接[2263]
- 网络分析仪校准怎么才是正确...[1606]
- 工业机器人控制系统[1790]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
