工业工程作业人员--机器分析法的详细步骤 点击:102 | 回复:0

作业人员甲拥有A, B两台机器,但甲非常忙,导致机器产生“玩”的现象,通过调查该现象并减少了机器“玩”的现象,从而提高了机器运转率。
步骤1:进行预备调查
调查对象是工作岗位,通过打听、有关资料等调查了生产状况、设备状况、工厂布局、工序流程等实际情况。其中,对作业人员和机器的实情及作业内容的调查必须是现场进行。并用作业人员工序分析法试着绘制流程图,这对理解现场起着非常好的效果。另外,还要对作业人员的技术水平、熟练程度、各机器的特征、性能等进行调查,努力掌握所有的问题点。
要进一步使改善目标具体化。例如要进一步提高生产率;或增加每个作业人员的机器台数,使作业更加省力;或要减少机器数量等,这些都要和上司或有关人员商量,并把它确定下来。这时,决定一个具体的目标是非常重要的。在这个事例中,减少机器“玩”的现象,提高机器的运转率是其具体的目标。
步骤2:对一个周期作业的分析
我们把作业人员和机器各自分成不同的周期作业内容,来用作业人员工序分析法进行分析,并绘制流程线图。该事例流程线图如图1所示。
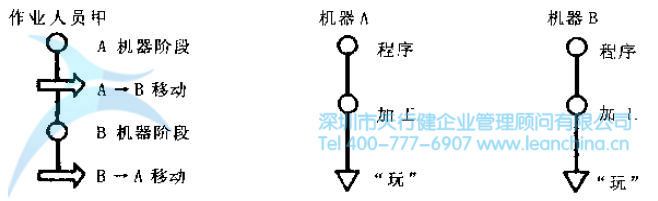
图1 流程线图
步骤3:使时间达到一致
着眼于作业人员与机器同时作业,找出应该使两者保持时间一致的地方,我们将步骤2的图1水平替换,使之横向同时作业,便成了“图2”所示。

图2 作业流程线图水平替换
步骤4:测算各步骤的时间
运用步骤3测算各步骤所需时间,此时,要求同时作业的作业时间保持一致是非常必要的。
步骤5:制作作业人员--机器分析图表
各个步骤采用联合工序分析记号表示,其中所需时间用柱状表示,并使之在时间上保持一致,这个图表便是作业人员--机器分析图表。该事例绘制的“作业人员--机器分析图表”如“图3”所示。

图3 作业人员--机器分析图表
步骤6:整理分析结果
将分析结果按“表1作业人员--机器分析统计表”进行整理。

表1 作业人员--机器分析统计表
步骤7:改善方案的制作
参考“表2作业人员--机器分析改善的目标”进行研究讨论,制定改善方案。

表2 作业人员--机器分析改善的目标
在这一事例中,通过“表2”我们可以清楚地发现作业人员甲是处于满负荷工作状态,没有一点休息和闲暇时间,而机器A, B都出现了“玩”的现象,特别是机器A的“玩”的时间很多;另外,手工作业多,特别是机器B中的手工作业过多。
我们把重点放在机器A、B中的手工操作时间差上,讨论这个时间差是怎样引发的,并通过改善部分夹具,使机器B的手工操作时间和机器A保持一致,便可以取得成功。
基于此改善方案绘制作业人员--机器分析图,如“图4”所示,另外,改善前后的差异如“表3作业人员--机器分析改善前后比较表”所示。

图4 作业人员--机器分析表(改善方案)

表3 作业人员--机器分析改善前后比较表
其结果是,总作业时间(一个作业周期的时间)从原来的8.2分钟缩短为6.2分钟,机器A、 B“玩”的时间比率各自变化为39%~19%,9%~11%;运转率机器A变化为24%~33%,机器B变化为30%~41%;生产量为8.2÷6.2×100≈132增加了32%。
步骤8:改善方案的实施办法评价
如果明确了改善方案的效果,就得将这一改善方案进行实施,并对实际作业效果加以客观评价。
在这一事例中,尽管一个作业周期时间缩短了2分钟,且生产量也有约30%的增加,但是,应该看到作业机器还存在“玩”的现象,机器的操作时间过多,因此,应该进一步进行改善。
步骤9:改善方案的标准化
如果确定改善方案达到了预期目的,就该使这一方案标准化,防正再回到原来的作业方式上去。但要意识到这方案并不是最好的,而是还有改善的余地,我们要时常拥有一颗重新评价的心。请铭记“改善是永恒的,无止境的”,





楼主最近还看过
- 北京某公司2022年精益化管理...
 [487]
[487] - 深圳塑料企业精益生产推行关...[460]
- 新能源行业导入六西格玛咨询...[521]
- 东莞S包装印刷企业精益生产实...[513]
- 精益六西格玛推行需要避免的...[505]
- 北京建材行业精益生产的应用...[462]
- 应收账款很难收回来怎么办?[1597]
- 事务部门推行5S管理的方法[929]
- 物流公司实施5S管理的重点是...[668]
- 浅析成都节能行业六西格玛项...[533]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
