某塑料厂开展六西格玛管理项目 点击:393 | 回复:0

一个企业要想达到六西格玛标准,那么它的出错率不能超过百万分之3.4。下面详细介绍六西格玛管理项目在某塑料厂的运用过程。
1、注塑成型机对注塑成型参数影响的评估
公司于2016年九月份开发一个新产品#126底面壳。工程部(PIE)工程师根据机床型号、模具结构,产品结构和自己的亲身实践操作制定了注塑工艺成型参数。为探讨不同的注塑机对注塑成型参数是否存在矛盾从而影响产品质量,我们采用6 Sigma应用工具中的方差分析法对生产情况进行研究、分析。
①数据收集:生产部根据PMC计划分别进行试产并统计数据。
②数据分析:采用案例研究分析中的方差分析法对数据进行处理。
③由方差分析表综合计算结果如表 1 。
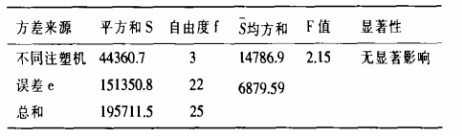
由F=2.15<2.35可得出结论,注明机机台对产品的注塑工艺参数无显着影响,即认为注塑机机台对产品质量无影响。
2、注塑机生产能力研究
品质部现场通过收集资料并在生产线进行抽检并统计不良项目的资料,弄清了尺寸超差和外观缺陷等不良项目的数量。通过计算出对比度及方差,报据S计算出总的影响,列出方差表进行原因分析,提出了改善措施,包括:

①完善作业流程。
②针对缺陷产生原因进行改善,例如:尺寸超差的原因主要是因为产品结构不合理最终引起模具结构设计不合理而产生毛边,并因毛边未去除干净致使工件尺寸产生超差,因此短期内的有效措施是培训工人提高去除毛边的技巧,如:制定毛边去除加工作业专用指导书并对员工进行技能培训:长期措施是与客户(MD)讨论协商修改产品结构,加长水口位,以避开人为加工造成工件损伤或毛边不能去除干净,工模部依具产品结构再修改其结构。

6 Sigma项目在一个公司的实施不是一践而就的事,它需要该公司做好文化、组织、人力资源、操作技能、信息系统等一系列准备,需要长期努力才能收到预期的成果。一般来讲,推行6 Sigma 主要有如下一些内容: 培训高层人员和6Sigma执行人员、召开动员会、6Sigma 推行委员会成立、6Sigma推行目标出台、各层次员工品质统计知识摸底、培训计划出台、SPC培训、员工6Sigma知识培训、建立品质改善团队、分析现状,确定并测量关键过程,分析关健过程、导人品质信息系统、工厂推行S代统计过程控制、品质成本计算、确立改善口标、优化关键过程、控制关键过程等。





楼主最近还看过
- 冶金业5S管理的样板区该怎么...
 [561]
[561] - 六西格玛管理项目如何选?[1152]
- X农化厂推行六西格玛管理项目...[528]
- 初学者参加六西格玛绿带培训...[500]
- 水行业潜在失效模式与效应分...[456]
- 6S管理在苏州某供电公司的应...[596]
- 无锡某机械厂精益生产改善策...[569]
- 我们公司也是做高科技产品的...[628]
- 60岁做企业,1座破庙、3亩厂房...[1903]
- 办公室5S改善案例[500]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
