六西格玛在改善广州R公司磁头表面缺陷的应用 点击:316 | 回复:0

发表于:2021-01-26 10:47:13
楼主
广州R公司为提高公司竞争力,需要全面提升产品的质量。为此,该公司邀请了我们天行健公司利用六西格玛方法来改善外观缺陷,并成立了改善小组。改善小组包括生产、质量、工序各部门相关人员。
各类外观缺陷比例分布如图1:
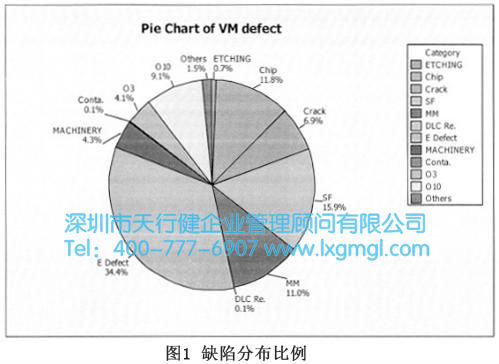
从磁头外观缺陷比例分布来看,蚀刻类坏品所占比重最大,所以我们优先成立此改善项目。
1、六西格玛项目改进的内容
在分析的基础上,以流动和拉动为原则,运用精益生产与六西格玛中所有可利用的工具对流程增加、重排、删除、简化、合并,同时对具体流程稳健性和过程能力进行改进。具体为:确定输入输出变量之间的关系,提出优化方案;确定改进计划。
分析阶段验证了胶槽深度均匀性是关键影响因素,所以我们需要进一步来分析找出最好均匀性的相应控制指标。通过改善小组的讨论,选定了4个主要影响每个因素分别设定两水平,如表3:
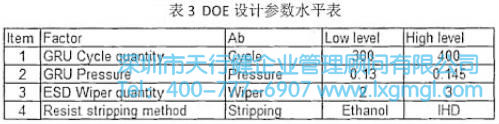
GRU Cycle quantity (GRU机器的运行次数)--Cycle (300,400)
GRU Pressure(GRU机器的压力)--Pressure(0.13, 0.16)
ESD Wiper quantity(旭化成的张数)--Wiper (2, 3)
Resist stripping method(去菲林方法)--Stripping (IHD,Ethanol)
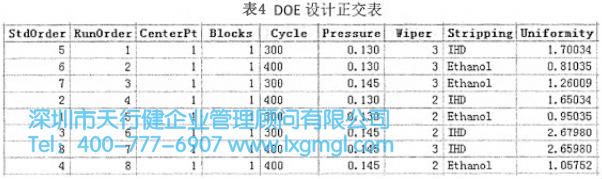
根据这些因素选定合适的正交表,如表4:
分析数据可得如图9示结果:
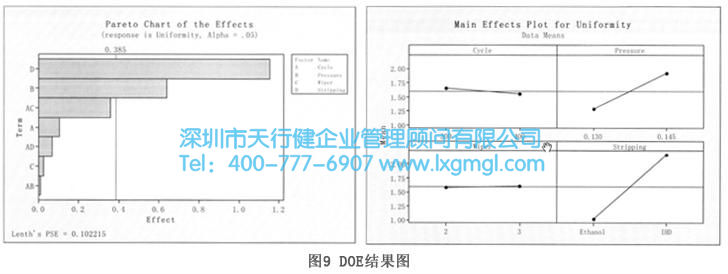
从图9来看,去菲林的方法和GRU机器的压力是显著因素,GRU机器的运行次数和旭化成的张数不显著。并且压力越小均匀性越好,用Ethanol去菲林的效果更好。所以我们可以固定GRU机器的运行次数和旭化成的张数,再进一步优化去菲林的方法和GRU机器的压力,得到最优值。
2、六西格玛项目改进的问题和分析
产生了多个可能的解决方案后,结合组织的战略目标,按照一定的方法对这些方案进行评价和选择,找出最优的解决方案。





楼主最近还看过
热门招聘
相关主题
- 运用张驰咨询精益生产培训提...
 [520]
[520] - 浅析上海化工业六西格玛项目...[889]
- 北京化工企业推行六西格玛管...[1259]
- 浅谈六西格玛设计项目的验证...[660]
- 精益培训在啤酒饮料业的应用...[496]
- 新能源业导入精益六西格玛培...[585]
- 南京化工行业开展六西格玛管...[748]
- 5S管理在深圳物流公司的应用...[564]
- 如何通过张驰精益生产培训,提...[666]
- 精益生产之PMC管理怎样搞好生...[449]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
