推荐收藏----车间管理6组流程图 点击:85 | 回复:1

推荐收藏车间管理6组流程图

案例车间主要职能是将干膏粉、浸膏、生药粉、原料、辅料、空心胶囊、PVC硬片、铝箔中的几项根据工艺的要求组合成符合标准要求的胶囊铝塑板或者片剂铝塑板。
文/网络
车间的绩效目标是满足包装车间的需求,具体由三个指标来衡量(周期偏差、数量偏差、质量偏差),即在准确的时间提供准确数量的符合质量指标的胶囊铝塑板或片剂铝塑板。
为了实现符合以上三个指标的目标,车间主任的管理对象将集中在以下五个生产要素上:
人——班组长、物料员
机——称量设备、生产设备、检验设备、清洁设备
料——干膏粉、浸膏、生药粉、原料、辅料、空心胶囊、PVC硬片、铝箔
法——管理规程、工艺标准、操作规程
环——场地、温湿度、洁净度、光亮度
车间主任的基本工作流程可以用戴明循环(PDCA循环)来描述,即主任安排工作、下属执行、主任检查工作、下属改进。具体的动作用通俗的语言来描述就是发记录和收记录。生产五要素可分别依据以下流程图来管理。
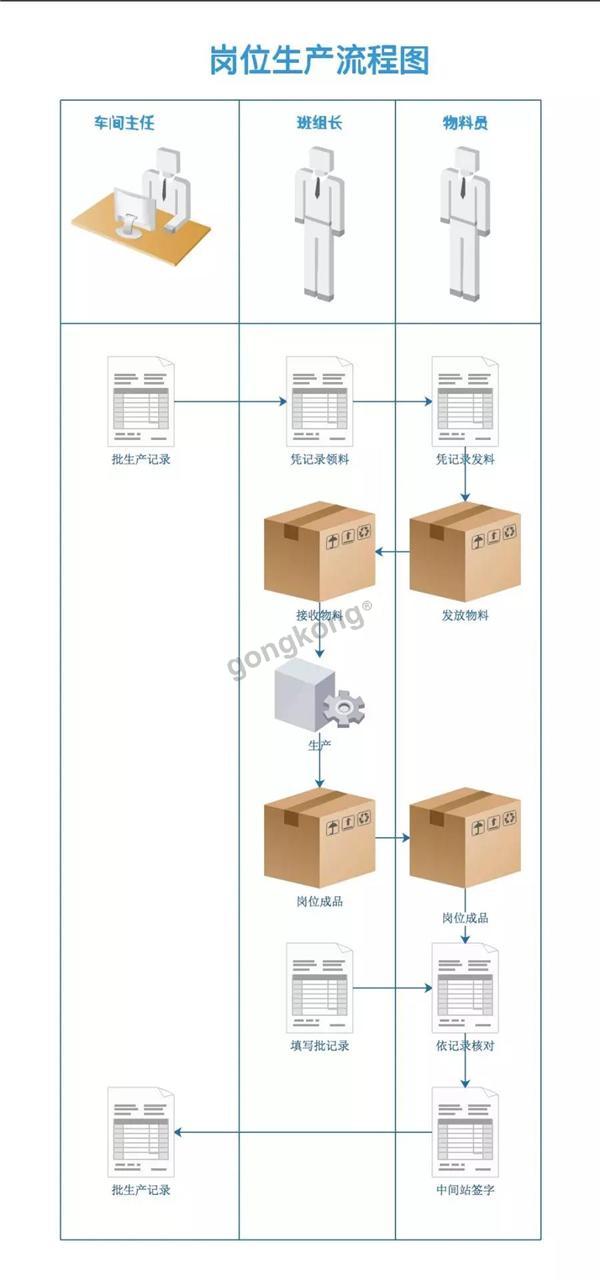
人:车间主任对于人员的管理主要集中在4个人,分别是制粒班班长、包衣压片和充填班班长、铝塑班班长、物料员。前三位班长分别完成生产和清场工作,物料员保证物料供应。岗位生产由以下流程图来表述:
车间主任收到班组长交回来的批生产记录后应填写请验单,并通知化验室同事依据请验单取样,化验室同事取样后应在15分钟内交给车间主任相关检验数据,其余检验结果会以报告单的形式在1-3日内交给车间主任。
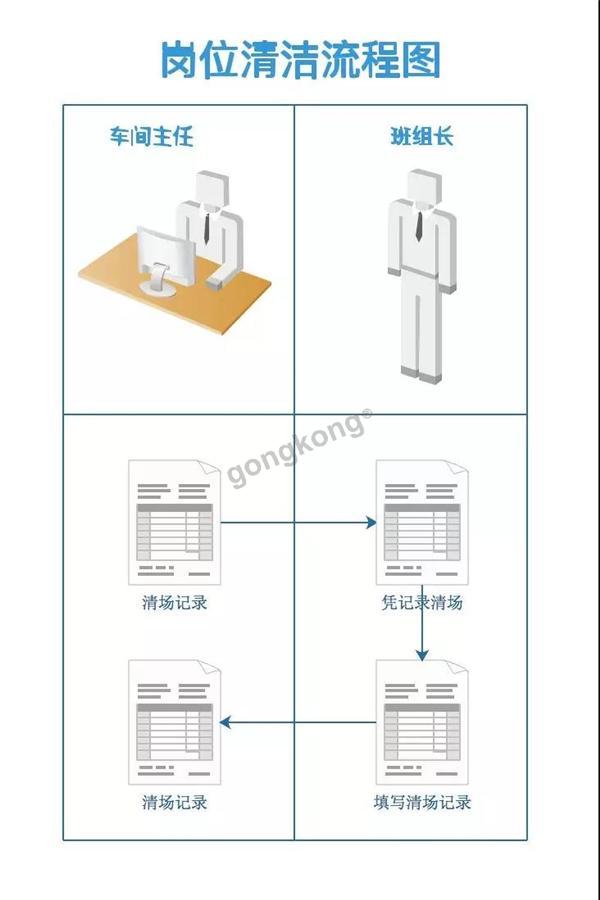
车间主任收到班组长交回来的批生产记录后还应发放清场记录给班组长,清场流程如下图:
机:车间主任对机器设备的管理主要以任务单的形式要求设备部完成,其中包括设备保养任务单和设备抢修任务单。车间主任应建立台账,确保每台设备的运行都处在保养周期内(一般每台设备保养周期是14天,管线可以延长至6个月),设备保养流程如下图:
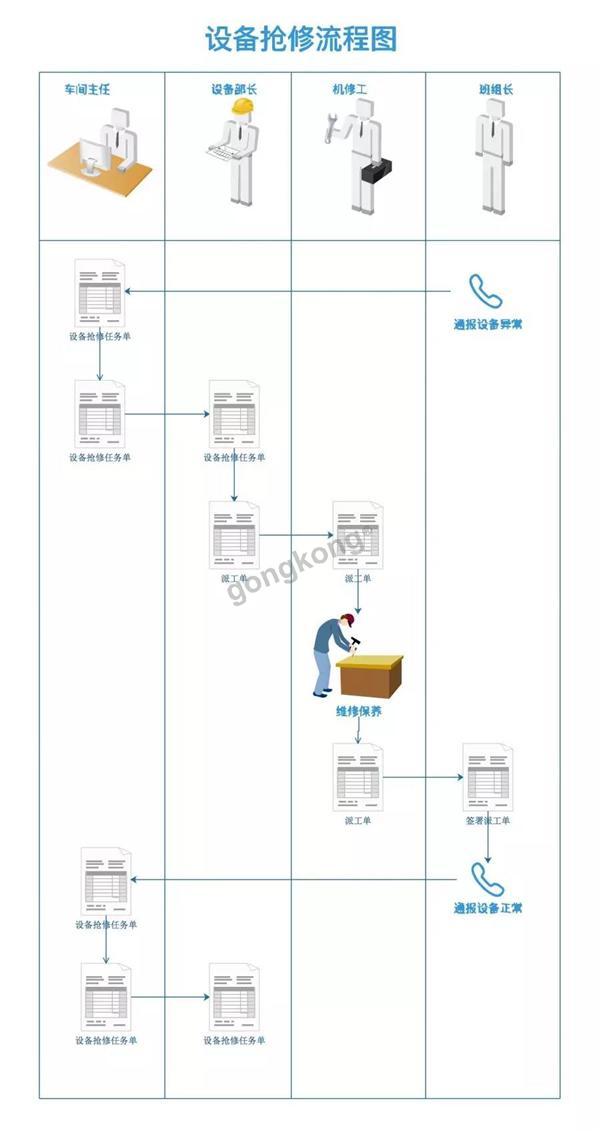
如遇生产过程中设备无法达到标准工作效率则应及时给设备部下达设备抢修任务单,设备抢修如果超过30分钟未完成则不另计算该岗位的生产周期。设备抢修流程如下图:
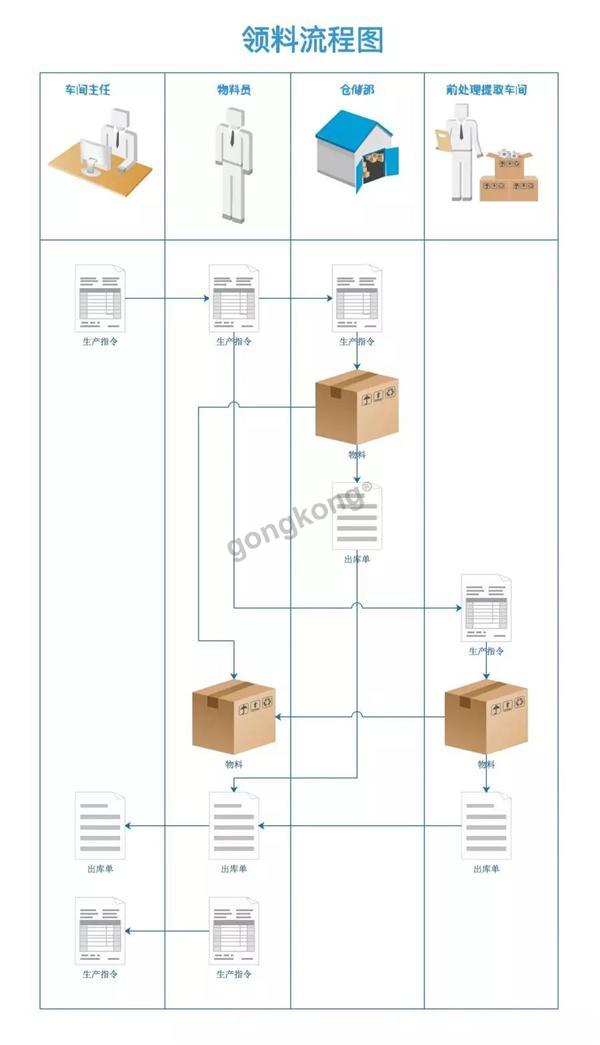
料:车间主任对物料的管理主要通过物料员来完成。车间的初始物料由物料员带领领料员依据生产指令分别去前处理提取车间领取或去仓储部领取。领料流程如下图:
法:车间主任应确保车间相关部位悬挂相应规章制度、操作规程、状态标志,并要求班组长在产前检查时予以确认。
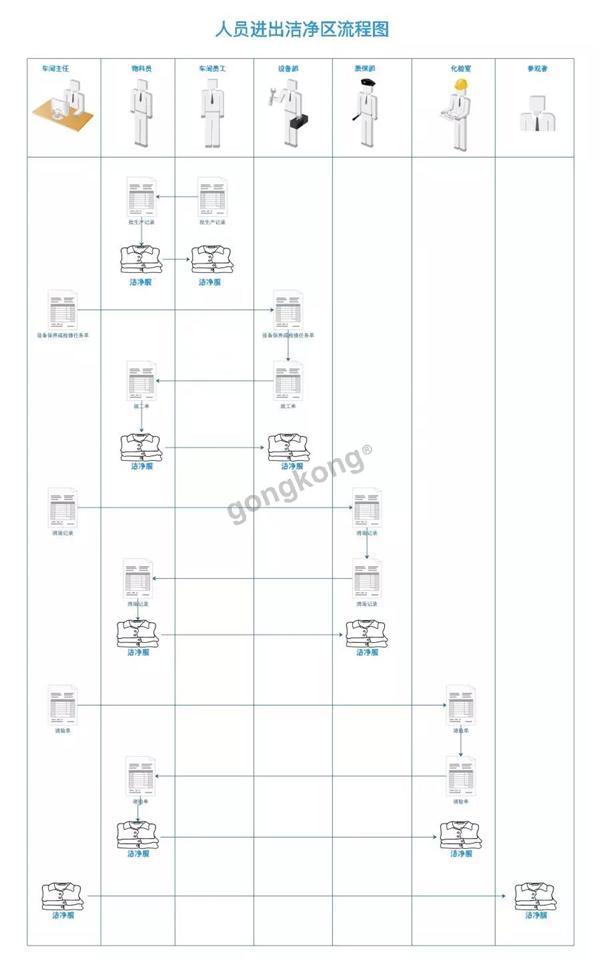
环:车间环境区域包括洁净区、缓冲区、办公室等区域,分别对应不同的洁净等级。为了维护相应的洁净等级和温湿度,车间主任可通过班组长和物料员来管理全部进出不同洁净等级的人员。重点管理的内容包括随手关门、人员更衣更鞋、物料脱外包材、清场等。其中人员进入洁净区流程如下图:
人员离开洁净区可将污染的洁净服放在二更衣室的桶内,由物料员上班后统一送给生产部。
物料进入洁净区应由领料员在脱外包材室脱去外包材,并履行必要的清洁操作后传递至洁净区。人员禁止从脱外包材室进入洁净区。
车间主任应随机巡查人员和物料进出情况,确保洁净区卫生环境、温湿度、照明等持续符合要求。
车间主任应确保三位班组长和物料员随时记录操作过程,并认真核对,每项记录都应如实填写,写错可按要求涂抹,不得损毁。





楼主最近还看过

案例车间主要职能是将干膏粉、浸膏、生药粉、原料、辅料、空心胶囊、PVC硬片、铝箔中的几项根据工艺的要求组合成符合标准要求的胶囊铝塑板或者片剂铝塑板。
文/网络
车间的绩效目标是满足包装车间的需求,具体由三个指标来衡量(周期偏差、数量偏差、质量偏差),即在准确的时间提供准确数量的符合质量指标的胶囊铝塑板或片剂铝塑板。
为了实现符合以上三个指标的目标,车间主任的管理对象将集中在以下五个生产要素上:
人——班组长、物料员
机——称量设备、生产设备、检验设备、清洁设备
料——干膏粉、浸膏、生药粉、原料、辅料、空心胶囊、PVC硬片、铝箔
法——管理规程、工艺标准、操作规程
环——场地、温湿度、洁净度、光亮度
车间主任的基本工作流程可以用戴明循环(PDCA循环)来描述,即主任安排工作、下属执行、主任检查工作、下属改进。具体的动作用通俗的语言来描述就是发记录和收记录。生产五要素可分别依据以下流程图来管理。
人:车间主任对于人员的管理主要集中在4个人,分别是制粒班班长、包衣压片和充填班班长、铝塑班班长、物料员。前三位班长分别完成生产和清场工作,物料员保证物料供应。岗位生产由以下流程图来表述:
车间主任收到班组长交回来的批生产记录后应填写请验单,并通知化验室同事依据请验单取样,化验室同事取样后应在15分钟内交给车间主任相关检验数据,其余检验结果会以报告单的形式在1-3日内交给车间主任。
车间主任收到班组长交回来的批生产记录后还应发放清场记录给班组长,清场流程如下图:
机:车间主任对机器设备的管理主要以任务单的形式要求设备部完成,其中包括设备保养任务单和设备抢修任务单。车间主任应建立台账,确保每台设备的运行都处在保养周期内(一般每台设备保养周期是14天,管线可以延长至6个月),设备保养流程如下图:
如遇生产过程中设备无法达到标准工作效率则应及时给设备部下达设备抢修任务单,设备抢修如果超过30分钟未完成则不另计算该岗位的生产周期。设备抢修流程如下图:
料:车间主任对物料的管理主要通过物料员来完成。车间的初始物料由物料员带领领料员依据生产指令分别去前处理提取车间领取或去仓储部领取。领料流程如下图:
法:车间主任应确保车间相关部位悬挂相应规章制度、操作规程、状态标志,并要求班组长在产前检查时予以确认。
环:车间环境区域包括洁净区、缓冲区、办公室等区域,分别对应不同的洁净等级。为了维护相应的洁净等级和温湿度,车间主任可通过班组长和物料员来管理全部进出不同洁净等级的人员。重点管理的内容包括随手关门、人员更衣更鞋、物料脱外包材、清场等。其中人员进入洁净区流程如下图:
人员离开洁净区可将污染的洁净服放在二更衣室的桶内,由物料员上班后统一送给生产部。
物料进入洁净区应由领料员在脱外包材室脱去外包材,并履行必要的清洁操作后传递至洁净区。人员禁止从脱外包材室进入洁净区。
车间主任应随机巡查人员和物料进出情况,确保洁净区卫生环境、温湿度、照明等持续符合要求。
车间主任应确保三位班组长和物料员随时记录操作过程,并认真核对,每项记录都应如实填写,写错可按要求涂抹,不得损毁。
- [每日一题]软件定义:为研发/...
 [850]
[850] - 再谈IT与OT融合的难点在哪里...[1148]
- 这个3D打印煎饼机真的值得买...[2683]
- 下一个风口在哪?工程类工业软...[687]
- 带你学习工业4.0与智能制造(...[682]
- 野外安装无线监控设备就近取...[2387]
- 方原柏:电源模块寿命的估算W...[1116]
- 发那科机器人仿真软件[828]
- 新年快乐,问一个ULN2803芯片...[1432]
- 落实工信部装[2015]72号文件...[770]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
