有大神帮修改PLC程序或者重新写的吗,可有偿帮写 点击:1549 | 回复:15

发表于:2018-08-24 14:20:13
楼主
自己做了一台往复机,上面加了一个喷枪,让他自动来回来回喷,自己不会PLC编程.去外面找了一个师傅做了这套系统,后来使用过来有很多问题,基础的问题都没办法解决,再找他修改完全不理我了。现在求组论坛上大神们帮我修改,或者重新写,可以有偿给我写,价格合理一切OK的。能写好正常使用就可以,我现在介绍下我的情况:PLC和屏幕程序都是信捷的
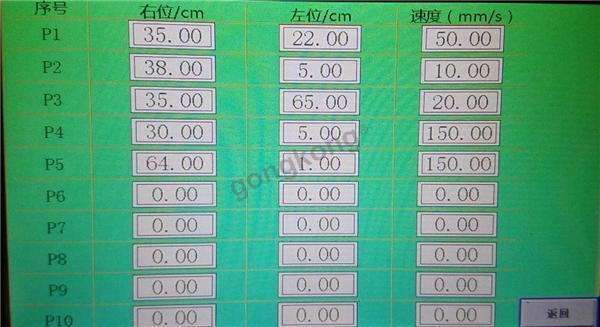
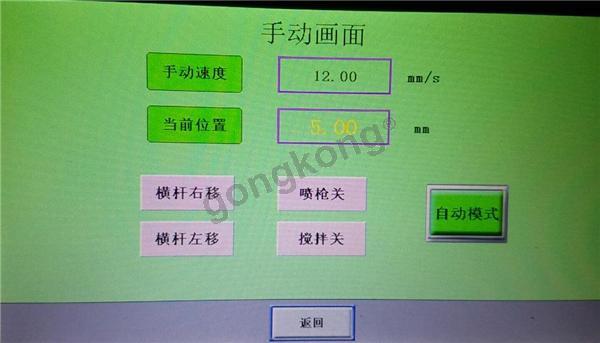
往复机上面驾着喷枪,来回往复走。需要喷漆的产品7CM-12CM不等,最多一次流水线上放三个产品!由一个电磁阀控制开启和关闭喷枪。往复机行程700mm,喷漆产品数量1-3件。所以之前让师傅设置了中间6个ABCDEF,行程走到A开启到B关闭,到C开启到D关闭,到E开启到F关闭,然后从F回来,到F开启E关闭,到D开启C关闭,到B开启A关闭。
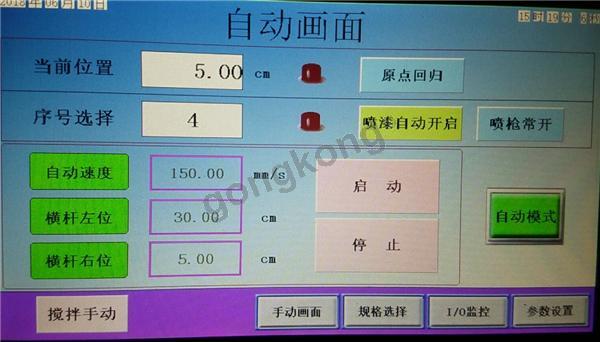
后来在用的过程中,喷漆开启的延时太大,行程位置走不准确,速度快的情况下更是乱喷了。发现行程走到A点喷漆开启的大致延时是0.1秒,然而从B点回A点的时候延时0.2秒。 如果做到来回延时一样的情况,中间的距离位置可以自己调整,还能走的准,主要现在来回延时不一样,没办法用。
现在我想第一是把延时改到正确,然后再加上一个喷漆开启用时间控制的按钮,比如喷漆开始时间0.5秒后关闭0.1秒再打开。时间可以自己设定,之前没有这个时间,往坏了说,就算是行程走不准,我最少还可以用时间去控制。
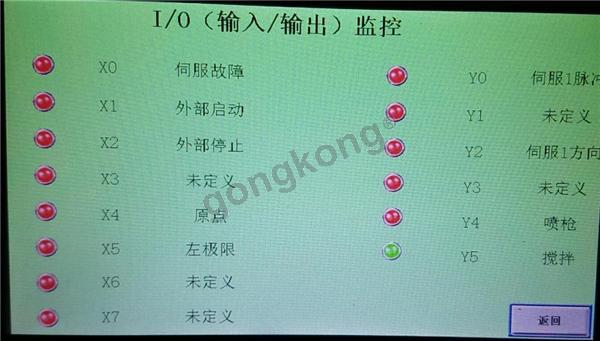
(PS:控制喷漆开启关闭使用的是电磁阀,因为是机械设备开启关闭肯定存在延时,我购买的电磁阀官网上的数据反应时间是≤5MS)

屏幕的程序好像是被加密还是怎样,我无法导出。







热门招聘
相关主题
- 什么是浮点数?在PLC编程中为...
 [7714]
[7714] - 西门子200/200SMART催缴尾款...[11736]
- FX3U-3A-ADP 的模拟量模块怎...[8934]
- 那种PLC编程软件好[27168]
- [下载]自制三菱plc数据线的请...[8882]
- 模拟量输出模块(4-20MA)电流...[8747]
- 请大家来比比PLC的速度[13112]
- 向您介绍一种专业电气绘图软...[14143]
- D寄存器和R寄存器有什么区别...[10024]
- 直线电机与光栅尺的疑问[7918]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
