自动化软件擂台第四期 组态软件应用设计 半月期 擂台大赛 点击:982 | 回复:20

自动化软件擂台第四期 组态软件应用设计 半月期 擂台大赛
参赛介绍:本项比赛内容为组态软件应用设计擂台赛,
采用提交作品方式。按要求完成作品设计,选手在组态软件上自行选择任意行业、了解行业需求,按比赛要求设计完成组态工程,并提交工程展示介绍和工程截图,或压缩文件,在自控软件版开主题,将主贴链接跟帖到本楼下即可!
比赛范围:自动化组态软件
评选方法:
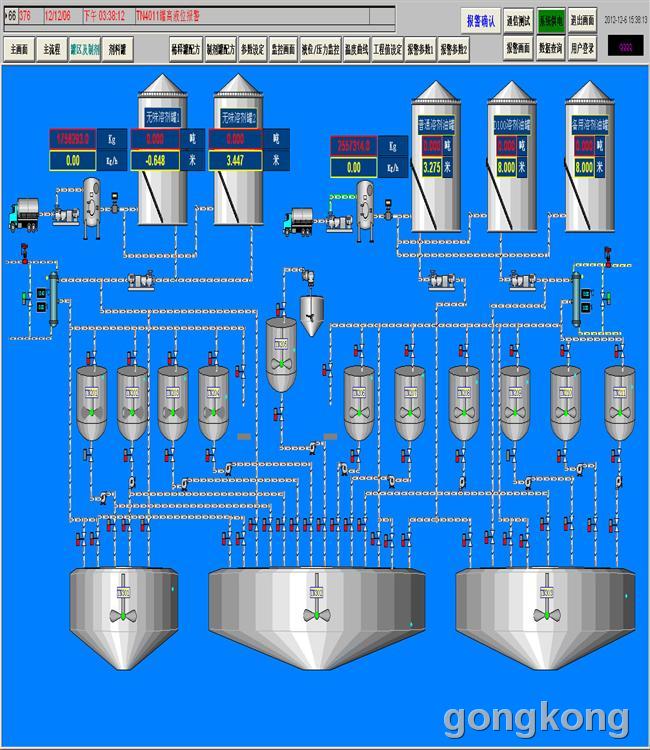
画面
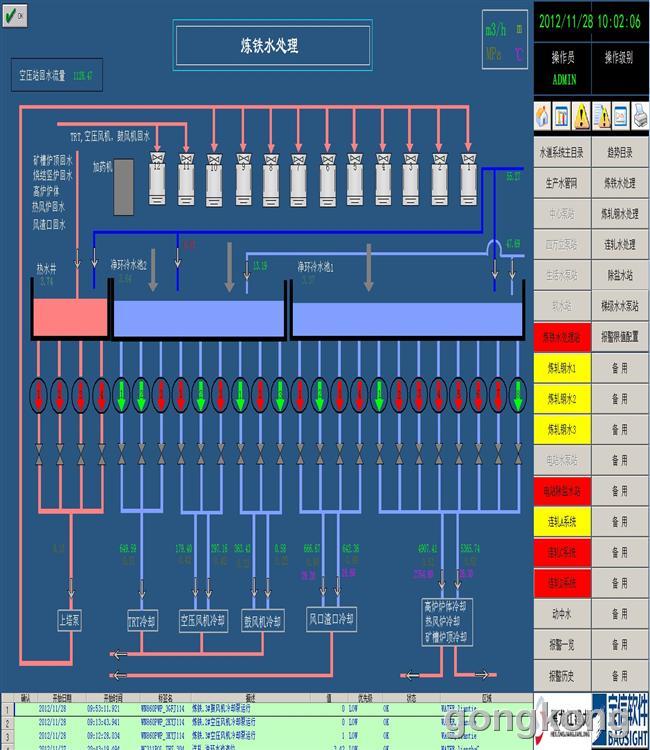
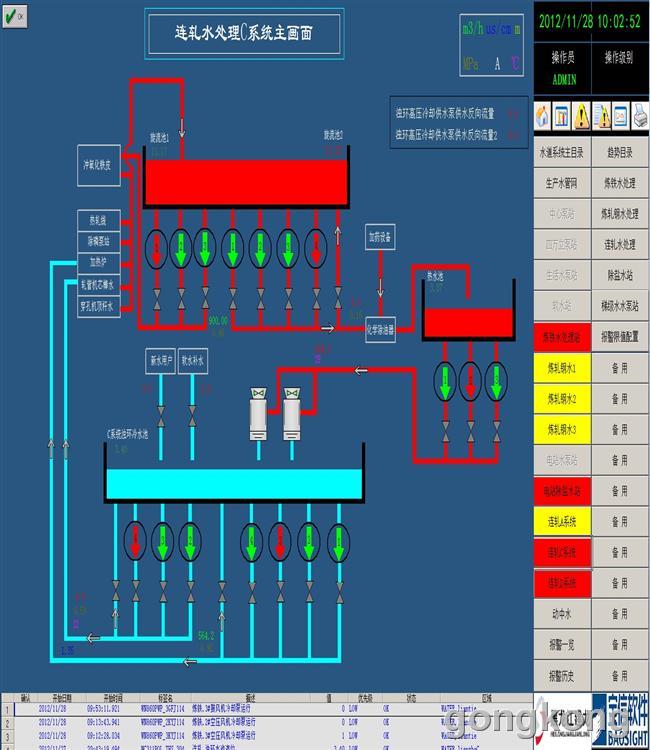
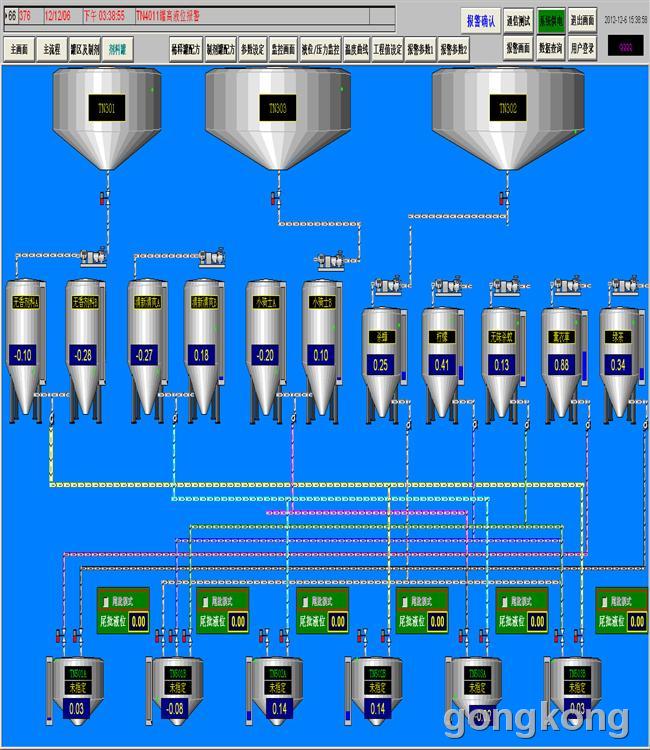
画面精美,数据展示正确、生动;工程画面不少于5幅;能够正确的仿真并生动的展示工程数据;主画面能够形象、生动展示行业工艺流程;
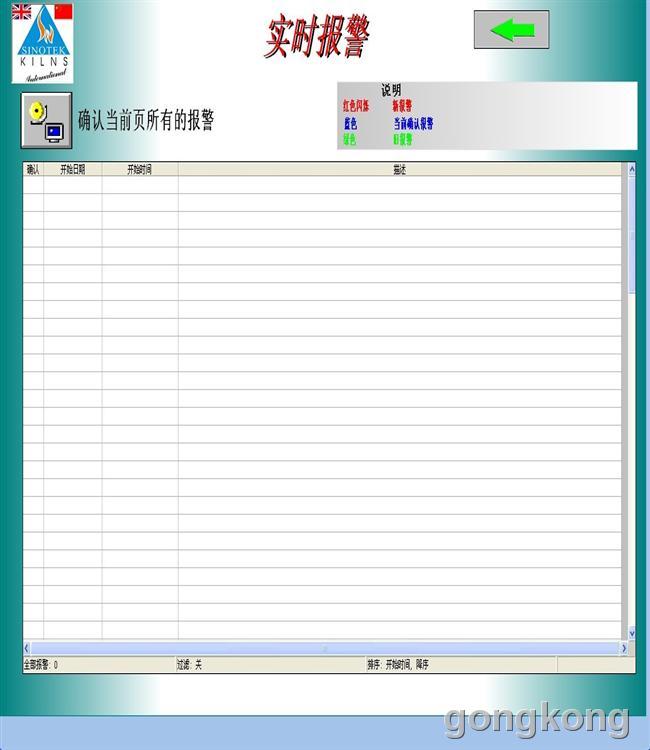
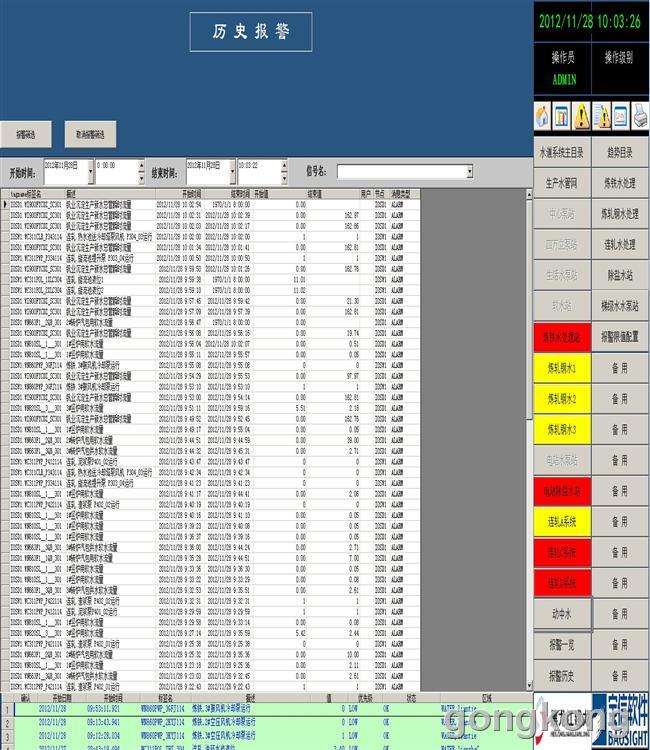
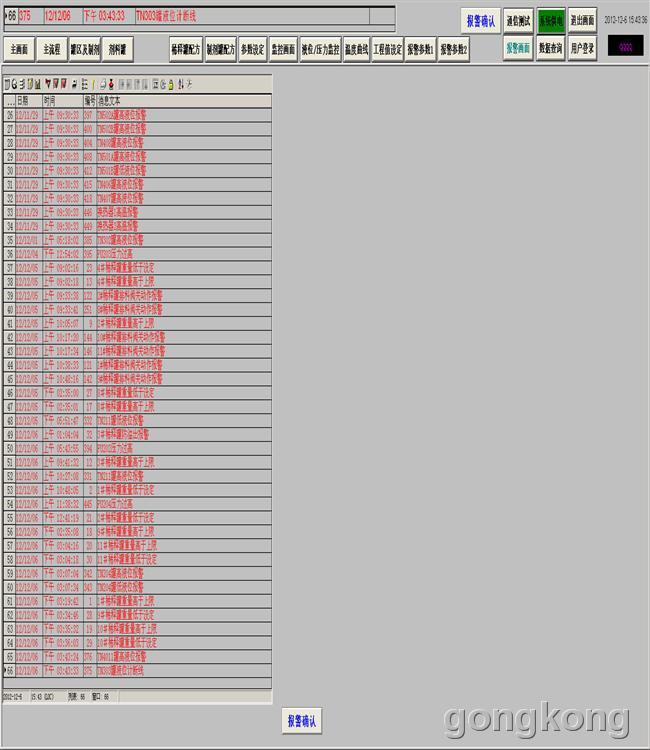
报警
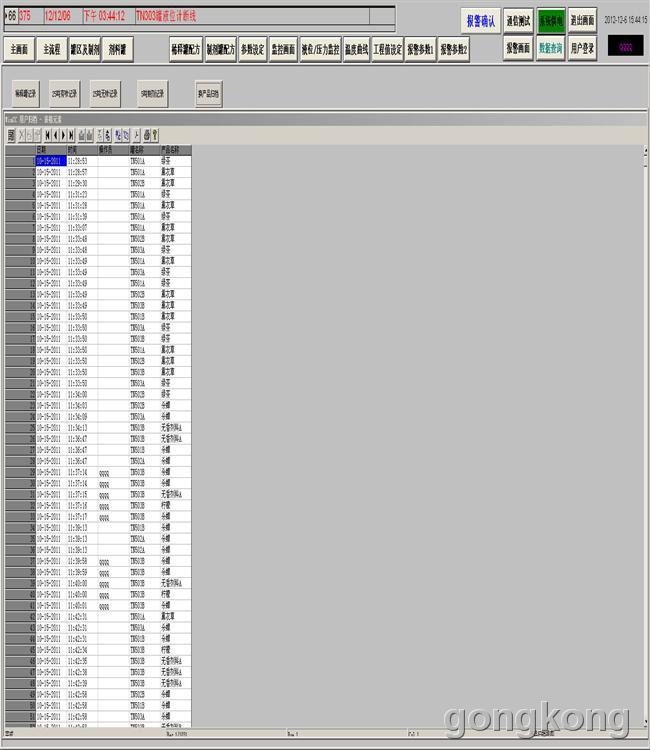
具备报警显示、存储、查询的功能,报警查询可以按照多种条件(如:日期时间、报警组等)查询,具备报警语音、画面的提示功能;
安全性
具备权限分级管理的功能,不同的用户具有不同的权限,例如可分为系统管理员、工程师、操作员等;
u 参赛时间:2012年12月5日——2012年12月20日
特邀评审:老菜鸟 心情岛 张公平
本期结束一周内结贴。奖项设置:一等奖1名:30~50MP,二等奖3名:10MP,三等奖10名:100积分。
MP介绍:gongkongMP即工控币,是中国工控网的用户积分与回馈系统的一个网络虚拟计价单位,类似于大家熟悉的QB,1个MP=1元人民币。
MP有什么用?兑换服务:以1个MP=1元来置换中国工控网的相关服务。兑换现金:非积分获得的MP可兑换等值现金(满100MP后、用户可通过用户管理后台申请兑换)。





楼主最近还看过

只需要截图到这就行了吗?? 无“”自行选择任意行业、了解行业需求“”
工程介绍:家用智能化控制
http://bbs.gongkong.com/Details/201212/2012120419344800001-1.shtml





 画面精美,厉害,学习学习
画面精美,厉害,学习学习









用动画模拟观察传送线上的工件移动位置的组态设计
现场介绍:一条生产线有三道工序,第一道为进料,只有一个工件存在,同时还担负控制工件与工件之间的间距大于等于安全间距。第二道为高温加热炉,将工件进行加热(可同时有18个工件存在)。第三道为工件检查,该工序上只能有一个工件存在。
生产线通过一传送带,将进入第一工序入口的工件带走,依次通过第二工序(加热)、第三工序(检查),最后走出第三工序离开传送带进行分选。拖动传送带移动的托辊轴上安装一编码器,编码器发出一个脉冲对应传送带移动距离1mm。
设计要求:制作一动画画面,能时时模拟传送带上工件的位置变化:即显示工件在第一、第二和第三道工序中的准确位置(不用数字显示位置值)。
一、硬件配置:选用S7-200 PLC一台,安有组态王组态软件工控机一台。
二、设计构思:
1、 动画画面是这样安排的,见下图:
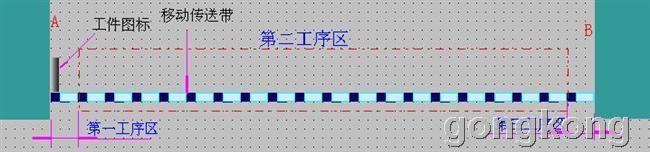
图中AB之间为工件移动显示区,其红色虚线方框为第二工序区,方框左边线至A处(即左侧绿色面右边线)为第一工序区,方框右边线至B处(即右侧绿色面左边线)为第三工序区。左侧第一工序和第三工序长度=0.3米(一个安全距离),第二工序长度=5.4米(18个安全距离)。A处的工件图标是由20个工件图标重叠为一起,其变量名为 工件1~工件20。每个工件对应一工件数据区,工件数据区的计数值即为工件距A处距离。
画面上工件移动分析:当按启动按钮,拨料装置将第1个工件拨入第一工序区,则该工件立刻在画面的第一工序区入口A处出现,且测长计数器(VW100)开始测长,第1工件的数据区也由0开始测长计数,使工件1向第2工序区移动。当测长计数器值=安全距离时,测长计数器(VW100)清0,同时拨料装置动作,将第2工件拨入第一工序入口,此时第2工件出现在A处,第1工件进入第二工序区。VW100与工件2数据区由0开始计数,此时画面将有2个工件在移动。。。这样当第19个工件出现在当第一工序入口时,第18个工件进入第二工序入口,此时第二工序区已有18个工件,当第20个工件出现在当第一工序入口时,第19个工件进入第二工序入口,而第1个工件由第二工序出口走出进入第三工序区,此时画面上将有20个工件在移动。当第21个工件出现在当第一工序入口时,第20个工件进入第二工序入口,第2个工件由第二工序出口走出进入第三工序区,而第1个工件则走出第三工序区(即从画面消失)。此时画面上也是20个工件在移动。。。再拨入工件,画面上将始终保持有20个工件在移动。其移动规律是:当第1个工件从画面消失,正是第21个工件进入画面,当第2个工件从画面消失,正是第22个工件进入画面。。。
故我们可以这样进行组态编辑:
1、在组态王变量词典中建立20个工件的位变量(工件1~工件20)和20个整数型工件数据区,与工件图标变量名一一对应,设脉冲(VB4)、工件位变量(VD0)为I/O变量,再设一些辅助内部变量:f、M0、M、

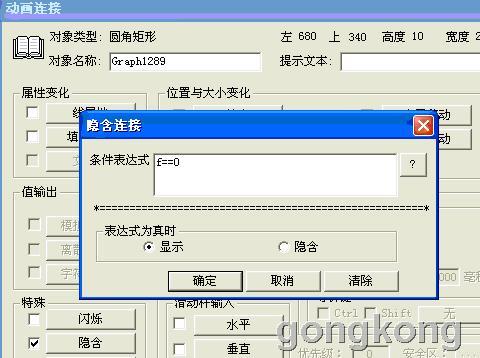
工件变量与工件的数据区组态编程:以工件1为例:双击工件1图标,进入其动态连接画面,点击隐含,出现如下画面:
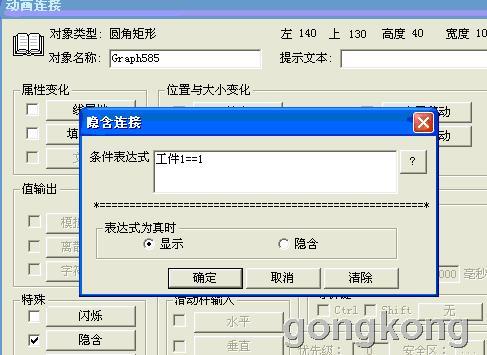
在其条件表达式填写 工件1==1 ,表达式为真时选 显示,按确定返回动态连接图面。
再点击 水平移动,出现水平移动连接图面,见下图:
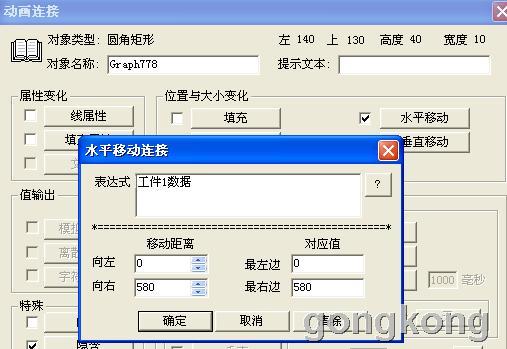
1、 点击 水平移动,出现水平连接图面:其表达式填写 工件1数据,移动距离:向右 580对应值:580。
到此工件1的动画组态完毕。其它各工件组态与它一样,只是工件x的位变量、工件x的数据区不同而已。
为使动画显得真实,其载件移动传送带也要做成动态移动,它是由3条蓝白色、黑色相间的图样组合而成,这3条图样的蓝黑位置相差1/3,见下图:

第一条传送图样中每一个蓝白色与黑色图样的动态连接的隐含连接设置为:
第二条传送图样中每一个蓝白色与黑色图样的动态连接的隐含连接设置为:条件表达式为“f==1”表达式为真时选显示。第三条传送图样中每一个蓝白色与黑色图样的动态连接的隐含连接设置为:条件表达式为“f==2”表达式为真时选显示。
组态王选用一个内部整数变量做计数器f,其计数脉冲为PLC传送过来的计数脉冲(V4.0),f计数值只有0、1、2,即f=2时,再加1,使其清0(即f=0),重复变化。传送带的组态是这样的:当f=0时,第1条蓝黑相间的图样显示,另2条隐含,当f=1时,第2条蓝黑相间的图样显示,另2条隐含,当f=2时,第3条蓝黑相间的图样显示,另2条隐含,这样处理动态运行时,传送带将会由A向B处连续移动,达到传送带传送工件移动的动态效果。
工件的移动编程:
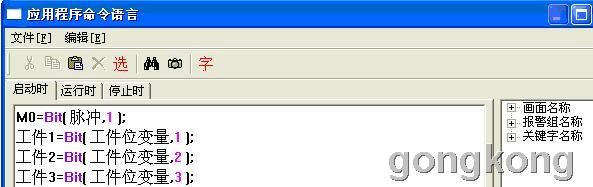
(1)、将PLC传递来的整数变量转换为位变量,见下图:
………………
点击组态王的命令语言里的应用程序命令语言,出现上图,在启动时栏里
填写:M0=Bit( 脉冲,1 ); 则M0即为组态王里计长用的计数脉冲。
填写:工件1=Bit(工件位变量,1 ); 则工件1即与PLC的V3.0对应;
填写:工件2=Bit(工件位变量,2 ); 则工件2即与PLC的V3.1对应;
……………
(2)、对工件动画编程:
在组态王事件命令语言里建立 20个工件x==1的事件(x=1~20),见下图
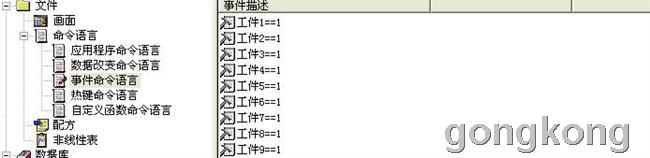
现以工件1==1事件为例:在组态王的命令语言里的事件命令语言中建立“工件1==1”事件,其编程为:点击工件1==1事件图标,出现下图:
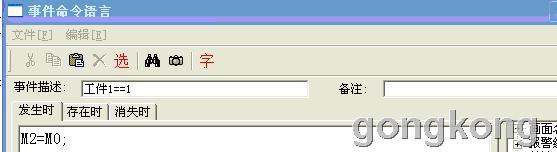
在发生时栏里,填写:M2=M0;语句。在存在时栏里填写下图语句。其数据 580,为工件图标从A移动到B处所走的脉冲数。

工件2==1~工件20==1的编程与工件1==1的编程一样,只是语句中的M2改为其它内部变量(M3、M4…),语句中的工件1数据改为对应的工件x的数据。
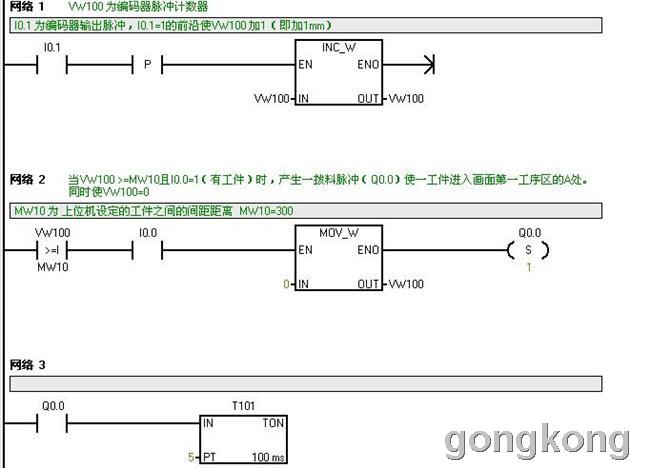
4、PLC编程处理:用一编码器测量生产线传动速度,编码器的一个脉冲=传送带前进
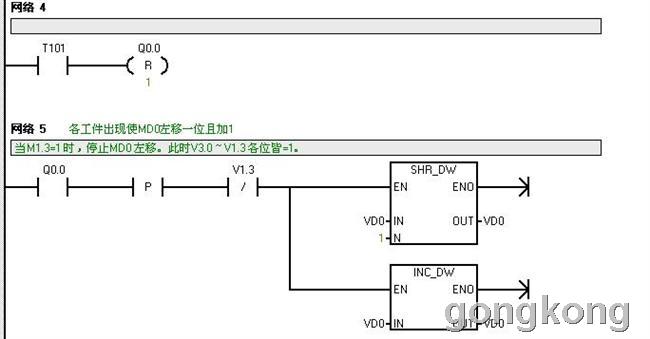
当第1个工件的数据区计数值>=580时,即此工件图标已走出画面B处,MD0不再左移保持原数不变,通过用移动距离>=580的比较指令,使工件1数据区值清0。工件1图标回到A处,工件1数据区将重新由0开始加1计数,此时画面上将出现的第21个的移动工件,实际上就是原第1个工件(M3.0)的重复出现。当第二个工件走出画面时,通过比较指令又使工件2数据区清0。工件2数据区将重新由0开始加1计数,此时画面上将出现的第22个的移动工件实际上是原第2个工件的重复出现。。。。。以此类推。其PLC程序如下:
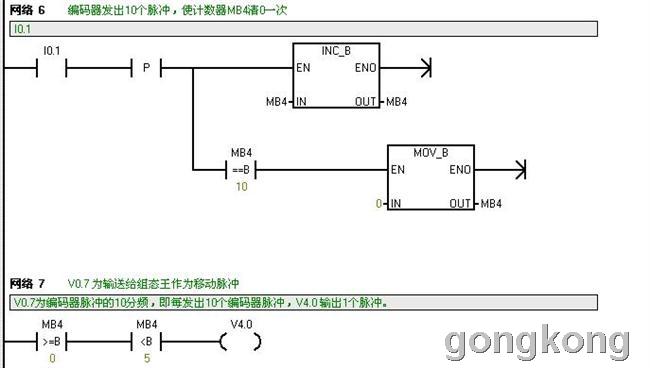
上述程序仅为PLC程序的一个子程序,用于配合组态软件实现动画运行。其他程序略。这里V4.0传送给组态王的测长脉冲,V3.0~V1.3这20个位变量传送给组态王,做工件1~工件20的位变量。由于组态王的规定不能以离散量传送,故选用VB4、VD0作I/O变量。
6、动画安排:动画中的工件由A到B共行走580个脉冲,行走时间5分钟(=300秒)。工件间距=30(个脉冲),行走一个工件间距的时间=300÷20=15秒,则组态王里的计数脉冲频率应=30÷15=2HZ。如实际现场AB长度=
到此组态基本编程完毕,下图为动态运行时的截图:
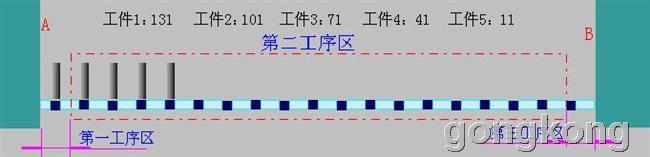
上图是在第5个工件进入画面且行走11个脉冲时刻的动态运行截图。从5个工件行走数据可见,工件相互间隔=30个脉冲距离,即6000÷20=
到此结束,请大家多提意见。谢谢!



- STEP 7 Micro WIN V4.0 SP9下...
 [33948]
[33948] - DLT645 07版本通讯过程解析和...[13290]
- STEP7 硬件组态的步骤[4858]
- TRACE MODE都有什么策略[2416]
- 组态王为什么总出现“初始化失...[8234]
- 求哪里有西门子300PLC编程软...[2137]
- 求助:honeywell调试软件care...[1994]
- 组态王_实例[11225]
- 求助:水处理方案的组态的设置...[4125]
- 求救,SIEMENSSTEP7-MicroWIN...[1984]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
