FANUC AC 伺服器特殊故障的维修案例 点击:581 | 回复:1

在数控机床维修过程中, 有时会遇到一些比较特殊的故障, 例如: 有的机床在刚开机时, 系统和机床工作正常。但是, 当工作一段时间后, 将出现某一故障。这种故障有的通过关机后得以清除, 有的必须经过关机较长的时间后, 机床才能重新工作。此类故障常常被人们称为“软故障”。由于此类故障的不确定性和发生故障的随机性 , 使得机床时好时坏 , 这给检查、测量带来了相当的困难。维修人员必须具备较高的业务水平和丰富的实践经验 , 仔细分析故障现象 , 才能判定故障原因 , 并加以解决。下面是笔者在数控机床维修中一起比较典型的“ 软故障”维修事例 , 现将故障现象、维修过程及分析思路介绍如下。
1 故障现象
台湾 goodway 公司生产的 gcl-15 型数控车床 , 采用 fanuc 0t 数控系统。 x 、 z 分别采用 fanuc 5、10 型 ac 伺服电动机驱动 , 主轴采用 fanuc 8s ac 主轴驱动。机床带液压夹具、液压尾架和 15 把刀的自动换刀装置, 全封闭防护, 自动排屑。机床本身价格高、精度好 , 是该公司的主要加工设备之一。
该机床发生的故障现象为 : 机床开机时全部动作正常 , 伺服进给系统高速运动平稳、低速无爬行 , 加工的零件 精度全部达到要求。当机床正常工作 5-7h 后 ,z 轴出现剧烈振荡 ,cnc 报警 , 机床无法正常工作。这时 , 即使关机再启动 , 只要手动或自动移动 z 轴 , 在所有速度范围内 , 都发生剧烈振荡。但是 , 如果关机时间足够长 , 机床 又可以正常工作 5-7h, 并再次出现以上故障 , 如此周期性重复。
2 故障初步分析
根据以上故障现象 , 分析其原因不外乎与 z 轴有关的机械、电气两个方面。在机械方面 , 可能是由于贴塑导轨的热变形、脱胶 , 滚珠丝杠、丝杠轴承的局部损坏或调整不当等原因引起的非均匀性负载变化 , 导致进给系统的不稳定。在电气方面, 可能是由于某个元件的参数变化 , 引起系统的动态特性改变, 导致系统的不稳定等。
鉴于本机床采用的是半闭环伺服系统, 为了分清原因, 维-修的第一步是松开 z 轴伺服电动机和滚珠丝杠之间的机械联接。在 z 轴无负载的情况下, 运行加工程序 , 以区分机械、电气故障。经试验发现 : 故障仍然存在, 但发生故障的时间有所延长。因此, 可以确认故障为电气原因 , 并且和负载大小或温升有关。
由于数控机床伺服进给系统包含了 cnc 、伺服驱动器、伺服电动机三大部分, 为了进一步分清原因, 维修的第二步是将 cnc 的 x 轴和 z 铀的速度给定和位置反馈互换 (cnc 的 m6 与 m8,m7 与 m9 互换 ),即:利用 cnc 的 x 轴指令控制机床的 z 轴伺服和电动机运动 ,cnc 的 z 轴指令控制机床的 x 轴伺服和电动机运动 , 以判别故障发 生在 cnc 或伺服。经更换发现 , 此时 cnc 的 z 轴 ( 带 x 轴伺服及电动机 ) 运动正常 , 但 x 轴 (带 z 轴伺服及电动机)运动时出现振荡。据此,可以确认: 控制 z 轴的 cnc 正常, 故障在 z 轴伺服驱动或伺服电动机上。
考虑到该机床 x 、 z 轴采用的是同系列的 ac 伺服驱动 , 其伺服 pcb 板型号和规格相同 , 为了进一步缩小检查范围 , 维修的第三步是在恢复第二步 cnc 和 x 、 z 伺服间的正常连接后 , 将 x 、 z 的 pcb 板经过调整设定后互换。经互换发现 , 这时 x 轴工作仍然正常 ,z 轴故障依旧。可见 ,z 轴的 pcb 板正常。
根据以上试验和检查 , 可以确认故障是由于 z 轴伺服主回路或伺服电动机的不良而引起的。但由于 x 、 z 电动机的规格相差较大 , 现场无相同型号的伺服驱动和电动机可供交换。考虑到伺服主电路和伺服电动机的结构相对比较简单 , 故采用了原理分析法再进行了以下检查。
3 伺服主回路分析
经过前面的检查 , 故障范围己缩小到伺服主回路与伺服电动机上。当时笔者认为伺服主回路 , 特别是逆变功率管由于长时间在高压、大电流情况下工作 , 参数随着温度变化而变值的可能性较大。为此 , 测绘了实际 ac 驱 动主回路原理图 ( 图 1)。
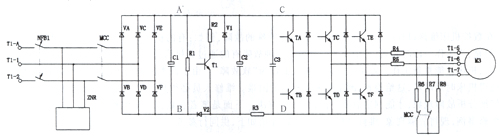
图 1 伺服驱动主回路原理图
图1 中 ,nfbl 为进线断路器 ,mcc 为伺服主接触器 ,znr 为进线过电压抑制器。 va-vf 为直流整流电路 , ta - if 为 pwm 逆变主回路。 c1 、 c2 、 c3 、 r1 组成滤波电路 ,v1 、v2、 r2 、 tl 组成直流母线电压控制回路。 r3 为直流母线电流检测电阻 ,r4 、 r5 为伺服电动机相电流检测电阻 ,r6-r8 为伺服电动机能耗制动电阻。
经静态测量 , 以上元件在开机时及发生故障停机后其参数均无明显变化 , 且在正常范围。
为此 , 对主回路的实际工作情况进行了以下分析和测量 : 对于直流整流电路 , 若 va-vf 正常 , 则当输入线电压 ul 为 200v 时 ,a 、 b 间的直流平均电压应为 :uab =1.35 × ul =270v。 考虑到电容器 c1 的作用 , 直流母线的实际平均电压应为整流电压的 1.1-1.2 倍左右 , 即 :300 - 325v 左右。实际测量 ( 伺服单元的 cn3 的 5 脚与 cn4 的 1 脚间 ), 此值为正常 , 可以判定 va-vf 无故障。
对于直流母线控制回路 , 若 v1 、 v2 、 t1 、 r2 、 r3 工作正常





- 发那科机器人干涉区问题求解
 [1229]
[1229] - 机 器 人 技 术 基 础 论 文[888]
- abb机器人资料[4535]
- 新人贴!兄弟我从事机器人维修...[5754]
- 使用机械手的原因[1024]
- 大家说一下国产机器人品牌[6169]
- 帮忙讨论下:这个机器人搬运项...[1172]
- 求大神帮忙在RobotStudio 5....[900]
- 求助:关于三轴机器人控制[1760]
- 4万机器人上岗富士康的自动化...[1600]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
