这是我有史以来做过最烂项目——劝大家不要接二手单 点击:26455 | 回复:200

咸阳这个项目我在最初接到项目方案的时候,我就有了心里准备,但是有了心里准备和真正的痛苦比较,还是有点无法接受这是就是事实。
咸阳项目方案:
客户叙述:我们的设备现在已经实现了手动,你们过来只需要连起来实现自动就行了。我们的人没有时间干了,都在干其他的项目。
后来发过来电气图纸和PLC程序。看程序和图纸看不出什么问题。但是直觉告诉我,事情不会这么简单。
我的猜想:1.设备遇到难题,调试不下去了,2.负责调试的人辞职了,没人接替。其实,我把事情想的简单了,太简单了,我太幼稚了。
机械先到的现场,我和他们通电话,说现场电气一片狼藉,我心里就七上八下,忐忑不安。带着焦虑,带着忧愁,带着伤感,带着信心。我就来奔赴现场,看到现场乱糟糟的现场。

我开始从伺服驱动器找问题,根据伺服驱动器报警信息,查找问题,所有的气缸磁开先不管,气缸磁开,只有自动时候,才用得到,手动用不到。因为根据机械叙述,手动都不能动。我解决了所有伺服报警问题,手动还是不能动。看了看程序,发现编写的很垃圾。但是我还是硬着头皮看完了,之后根据客户提供的电话,联系之前的编程序的人。
和我想的一样一样的,时间太长了,我也记不清了。后来客户自己移动过设备。我醉了,我晕了。问啥也不说,就是一句话,我记不清了,时间太长了,我明白了,不愿意说。我啥也没说,只是告诉客户,你的源程序,用不了,我只能删除,把PLC恢复出厂设定,我重新编写程序。
现场情况简直超出我的预料之外啊,比我想想的还要艰难。没法,其他同事一听这样项目,纷纷请假。我只能迎难而上。
正因为现场情况超出我的预料之外,造成过节也不能回家,更新我的出差历史记录。领导后来也意识到了问题严重性。来现场看了一下,机械汇报,就说这个项目的关键点在电气,我什么也没说。只能埋头苦干,八月十五中秋佳节,我也没有回家,我在现场加班加点的修改程序。
连载中,今天太晚了,晚安。





楼主最近还看过

回复内容:
对:李东泽 接续上文首先感谢a416781387和汪海的打赏,尤其汪海的打赏居然是人民币,让我感动。为了感谢汪海的打赏,我今天特意做了一个简单的流程图。这样叙说起来就更方便了。设备流程图分上料工位、绕丝工位、点焊工位、放料工位和吊装设备,这五大部分组成。其中吊装设备是把其他工位连起来的我先说我的工艺:我们工艺是吊装设备从从上料工位取工件到绕丝工位加工,绕丝工位加工完后,吊装设备在把工件从绕丝工位放到点焊工位,点焊工位加工完成后,然后吊装设备在把工件从点焊工位取料放到放料工位。这就是一个循环,然后吊装设备在回到上料工位,开始进行下一个循环。大概就是一个这样循环。我们经常用的顺序控制,这种控制思路清晰,就是任何一个人来了也好看懂。我之所以这样缩,就是想万一我有事情,没时间干,可以让其他同事接受,入门简单。方便控制。客户提出的要求是打乱顺序控制。我听到后,我也没说什么。对于客户我们不能直接拒绝,可以谈升级改造。我是这样说的,首先把客户提出的方案,进行了肯定,客户提出的方案很好。但是我们的硬件是台达DVP-11MC这个PLC内部容量有限,。目前已经程序已经写满了,程序编译之后,提示内部空间不足。如果再更改,需要更换大一点的PLC,容量大的。也就是推荐使用DVP-15MC,这个容量大,可以继续编程。我最后和客户就僵持在这里了。改工艺流程可以,更换PLC。后来,我们领导看这样下去也不是办法,出面和稀泥。尽量改,上料和放料部分少编写一点程序。在这种情况,我才答应按客户工艺修改一下。明天继续更新,说说客户自己提出来的工艺流程。 内容的回复:老板不敢得罪客户,他们是金主呀



接续上文,首先感谢小凯倪的打赏!
客户要求工艺: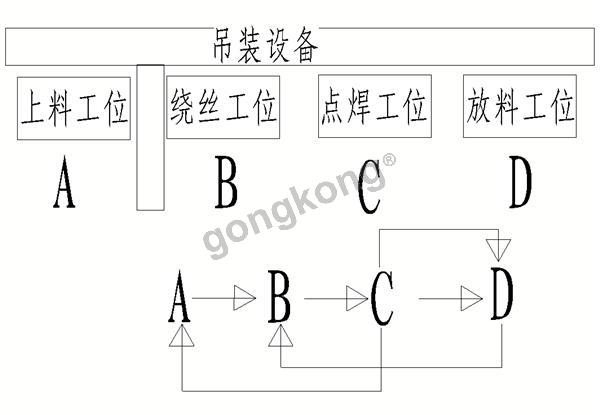 客户工艺流程图
客户工艺流程图
客户的意思是首次运行吊装设备从上料工位到绕丝工位,然后绕丝工位完成后到点焊工位,但是从点焊有料后,马上吊装设备从点焊工位返回上料工位取料到绕丝工位,绕丝工位有料后,然后吊装设备马上来点焊工位取料,去放料工位,然后吊装设备在从放料工位,返回绕丝工位取料,放到点焊工位,点焊工位有料后,马上返回上料工位取料,放到绕丝工位,是这样一个循环,比较麻烦。而且容易出错。
我需要修改大量的程序,如果这样事情算是完了,我也感到庆幸,但是事情不是我想象的这么简单,还需要有更多的问题。等待着我去解决。
我不是在沉默中爆发,就是在沉默中离去。



接续上文
我经过几天努力,终于完成了客户提出的工艺要求。并且再次拍摄设备运转视频。同时实现了 上料5个工件的测试,放料5个工件的测试。结果客户看完视频后,要求上料和放料实现各12个工件的要求。12个意味着需要增加12个位置,而且料架上气缸还要动作。

一层料架6个,也就是两层料架。我什么也没说,5个也是编写程序,12个也是编写程序,我也就是增加几个寄存器和计数器的问题。我又把事情想简单了。
不怕神一样的敌人,就怕猪一样的队友。
机械的同事把料架上的气缸的气缸差错了,而且碰断电磁阀的线,我先是整理气管,然后重新整理接线,再然后调试程序。我又搞定了设备,录制视频,完成了这个要求。说的这里大家不禁要问,机械工程师呢,我们机械工程师回家了,说出差时间太长了,要回家看看。认为没有什么问题了,回家改画图去了。
但是,事情还没有完。客户又给我提出了两个要求:1、设备速度太慢,2、设备要求带上12个工件进行测试。我心里骂了一万尼玛的,没这么玩的。
哎!强颜欢笑,调节了一下心情,平静的告诉客户,1,设备速度快了,如果你的吊装设备的机架,散了架,不要找我。一边说,一边用手晃动机架。这个问题就这样过去了。2、设备无法带上12个工件,因为你的上料架和下料架,不是横平竖直的,无法为我电气提供固定的坐标,我不会给你Z轴和Y轴设置24个工位,而且我们的PLC寄存器也没有那么多了。要求机械进行改造好了,我们在带料实验吧。
我以为事情就应该结束了,但是还没有结束。
这就是非标,非标没有标准,好一点还有行业标准。
- 再见叶儿绿
 [5191]
[5191] - 中国航空母舰4年内下水服役 ...[5217]
- 自动化,我拿什么奉献给你[11235]
- 论道第三十六周辩论:民族技艺...[14494]
- 偷荔枝[5141]
- 2013年“全球最美100张面孔”...[18102]
- 一个人事经理眼中的中国人劣...[5645]
- 步进电机的扭力跟同步带轮大...[6480]
- 安川伺服以上电报警显示“ b...[17841]
- 原创:工控书法论坛[12567]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
