304L大底板振动时效工艺应用 点击:19 | 回复:0

振动时效是一种常温时效工艺,可降低金属结构焊接残余应力峰值,分布均化,从而提高尺寸稳定性。对于有抗氧化要求,有低温相变的材料以及超大型、易产生热处理变形的构件,振动时效具有热处理无法比拟的优势。
本次实验采用振动时效工艺消除304L大底板焊接残余应力。同时,通过对大底板进行振前、振后残余应力测量,定量了解振动时效工艺过程中的应力状况、残余应力的变化及最终的应力状况,研究振动时效工艺的有效性。
振动时效工艺方案
振动工件为304L圆形大底板,设备采用聚航科技生产的JH-200A液晶全自动振动时效设备。
理论上,只要动应力足够大,被振底板在任何振动频率下就能达到均化残余应力和稳定尺寸的效果,但由振动理论可知,在工件的共振频率下进行振动,振动处理时间短,时效效果好,能量消耗也最小。同时,也要避免因局部动应力集中而造成底板的开裂破坏。根据底板的形状和构造确定两种振动方式来对底板进行共振处理:鼓型振动和弯曲振动。
鼓型振动:将激振器固定在底板的中央空心处,加速度传感器放在底板边缘,像击鼓一样进行振动。
弯曲振动:将激振器固定于底板边缘,从而使整个底板呈扭曲运动。
振动时效工艺效果判定
根据GB/T25713-2010标准,对振动时效的效果进行工艺曲线分析,并对振前、振后进行残余应力测量,定量判断振动时效效果。同时,进行动应力经验方程判定。
曲线分析
工艺曲线主要考虑a-t(加速度-时间)和a-n(加速度-转速/频率)曲线。
当a-t曲线由初始不稳定态,经数分钟处理,进入稳定态后,即认为振动工艺有效。
应用振动前、后的两次a-n(加速度-转速/频率)扫频曲线进行对比。当振动后的曲线发生共振峰频率变化、峰值上升、峰形变狭窄等,即认为振动工艺有效。
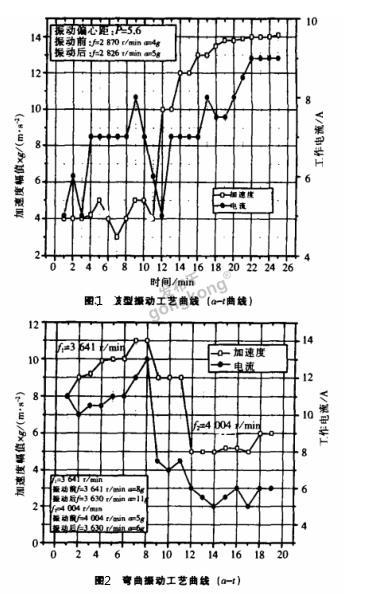
图1、2是大底板两次振动的工艺曲线及评定效果。表明两次振动都达到了效果。
残余应力测量方法
盲孔法残余应力测量是一种定量分析方法,也是目前常用的时效效果评定方法。根据大底板形状和确定的振动方案,选取12个典型测点(振前6个、振后6个)进行测量。测量结果表明:振前焊缝最大主应力σmax为83-316MPa,平均值为175MPa。经过振动时效后,大底板焊缝最大主应力σmax为74-164MPa,平均值为123MPa,下降率为31%。这说明经过振动时效工艺后的残余应力明显下降,应力分布得到一定程度上的均化,大底板的稳定性和抗变形能力得到提高。
动应力判定
动应力曲线可以观察到动应力的瞬态值,并根据波形的包络线获得动应力的动态测量电压幅值,通过灵敏度换算及线弹性应力应变计算,求得动应力值。试验中,对304L大底板18个点进行动应力测量,动应力幅值为10-18MPa。一般认为当动应力大于10Ma时就可以获得消应力效果。运用经验方程计算:在动应力为10-20MPa条件下,振动为5-20万次时【由(2800-4000)r/min*(15-60)min求得;包括扫频时间】,其残余应力下降量可以达到33-68MPa。这个计算的下降幅度与304L大底板实测的39MPa(纵向应力)-55MPa(最大主应力)平均下降幅度范围接近。
结论
1. 根据GB/T25713-2010标准,应用工艺曲线和扫频参数进行振动时效工艺效果评定,证明工艺有效。
2. 应用盲孔法残余应力测量,结果显示:经过振动时效,304L大底板的最大残余应力σmax平均值由175MPa下降到120MPa,消除率为31%,也说明工艺有效。
3. 应用动应力判据进行工艺效果评定,采用多次多频振动,可获得10-28MPa的动应力和5-20万次的作用次数,估算残余应力下降量为32-86MPa进一步说明振动时效工艺效果有效。





楼主最近还看过
- 电动执行机构中开关动作分为...
 [2153]
[2153] - 职称评定选什么职称[2421]
- 请问NPN-3线感应开关与中间继...[9738]
- 如何报考防雷资格证,没证件的...[2278]
- 西门子AD转换指令[1950]
- 工控老鬼深入浅出西门子S7-3...[52948]
- 断路器电流参数作用的及意义[4991]
- 电机没停止,瞬时再启动时的冲...[7147]
- 组态王用累计流量计算每日流...[2854]
- 学习PLC有学历要求吗[3564]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
