伺服多工位定位思路 点击:1275 | 回复:6

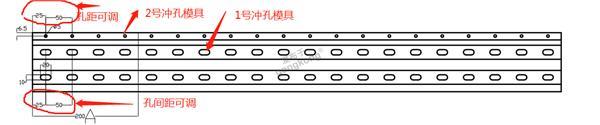
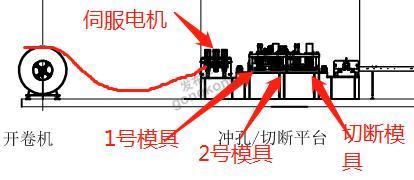 原材料从开卷机进入伺服 伺服带动材料向前运行。这个工艺和多工位冲孔有点类似,但是本人没有做过,求大神指点一下编程思路。2个小圆孔间的孔距是可调的,2个长孔之间的孔距是可调的,圆孔和长孔到切口的距离是可变的,材料最短的裁断长度是3米 最长13米
原材料从开卷机进入伺服 伺服带动材料向前运行。这个工艺和多工位冲孔有点类似,但是本人没有做过,求大神指点一下编程思路。2个小圆孔间的孔距是可调的,2个长孔之间的孔距是可调的,圆孔和长孔到切口的距离是可变的,材料最短的裁断长度是3米 最长13米




楼主最近还看过
发表于:2022-01-09 00:47:30
1楼
我也没做过,大概想一下,应该是靠伺服转动长度来控制三个工位动作,固定参数有三个:三个模具离伺服的距离,可变参数有三个:两个冲孔距离和一个裁断长度
材料从伺服处进来,走到1号模具时停下来,1号模具开始冲孔,以后伺服每走一次长孔间距,就停下来输出信号让1号模具冲孔,另外两个工位类似逻辑
伺服每次开始转动前都要确定行走多长距离,大概是当前绝对位置除孔距和长度求余,那个近就走哪个距离并执行相应操作,如果能在某次停留时,伺服绝对位置刚好都是两孔距和一长度的整数倍时(最小公倍数),伺服就可以重新加载位置(清零或设为三个工位都能工作的位置起点)
发表于:2022-01-11 16:57:25
2楼
感谢大家的热线回帖 可能我表述的不太详细 我打算是以大孔作为基准 默认初始位置为0 大孔中心到型材端头的距离25这个距离作为第一定位的长度(可以改变 不一定一直是25),1 号模具到2号模具的距离可以假设为100 2号模具到切断模具的距离假设为200(当然模具之间的机械距离以实际参数为准),大孔和小孔的孔间距这个数值可变 是在生产之前作为一个参数可以调整,在生产过程中也就相对来说是固定的了 以大孔座为基准 走一个孔中心到端头的距离25 1号模具动作 然后走大孔的孔间距50 知道小孔的125距离到达冲小孔,然后再走一定距离冲大孔 再走一定距离冲小孔 到了200的长度切断 这样型材孔中心到端头的25这个长度就出来了 继续冲孔 知道达到设定长度切断 然后继续冲孔 我是大概有点想法 但是又感觉思路不太清楚 不知道算法该以什么逻辑来做

热门招聘
相关主题
- 一个简单的PLC小程序(小白求...
 [7492]
[7492] - PLC继电器输出是否直接驱动接...[15793]
- 下了一个三菱PLC实例,里面有...[17460]
- plc怎么控制电机转速[7260]
- 空气开关上的C3 D6是什么意思...[8166]
- 请教给位老师:怎样用PLC控制...[9887]
- PLC控制柜线颜色[11636]
- (已结贴)工控PLC擂台第88期-...[13125]
- 西门子PCS7-免费视频教程[11042]
- 一位自控工程师的成长过程![19058]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
