SPC在航空航天紧固件制造过程中的应用 点击:41 | 回复:0

本文简述公司在航空航天紧固件制造过程中,对关键控制点运用统计技术SPC对过程进行监控。
重点描述了SPC实施的流程以及在实施过程中应注意的问题。
1.统计过程控制
1.1 统计过程控制定义
SPC是 Statistical Process Control 的简称,即统计过程控制,主要是指应用统计分析技术对生产过程进行适时监控,科学区分出生产过程中产品质量的随机波动与异常波动。
从而对生产过程的异常趋势提出预警,以便生产管理人员及时采取措施,消除异常,恢复过程的稳定,从而达到提高和控制质量的目的,是紧固件行业当前应用比较广泛、比较成功的质量管理方法之一。
1.2 SPC 技术原理
在生产过程中,产品的加工尺寸的波动是不可避免的。它是由人、机器、材料、方法和环境等基本因素的波动影响所致。
波动分为两种:随机波动和异常波动。
随机波动是偶然性原因(不可避免因素)造成的,它对产品质量影响较小,在技术上难以消除,在经济上也不值得消除。
异常波动是由系统原因(异常因素)造成的。它对产品质量影响很大,但能够采取措施避免和消除。过程控制的目的就是消除、避免异常波动,使过程处于受控状态。当过程仅有随机波动时,过程的质量特性是呈现正态分布的,其分布状态如图 1-1:
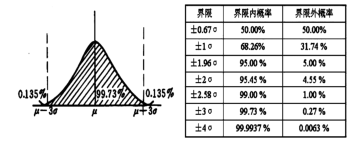
图 1-1 质量特性分布图
1.3 SPC 实施的重要作用
产品质量的优劣,关系到公司的信誉,关系到公司的生存。
在生产过程中,在大批量生产条件下,如果公司全检无能力(或不经济),抽检无法保证产品质量,在这种情况下用科学的质量管理方法 (SPC) 控制产品的过程质量,及时发现生产过程中的异常情况,采取措施进行改进,把质量隐患消灭在萌芽状态,真正达到防患于未然。
从而有效控制生产制造过程、不断改进以提高产品质量。
2.航空航天紧固件产品特点
2.1 产品类型介绍
公司生产的紧固件产品主要涉及GB、GJB 、QJ、HB和公司企业标准,包括在各种级别、材料、强度的各种螺栓、螺母、螺钉、自锁螺母、铆钉、垫圈、销轴、锁类。
2.2 某型号高锁螺栓产品关键控制点
选取高锁螺栓作为本次SPC过程控制研究的对象。高锁螺栓包括螺纹、头部、光杆,并在尾部具有内六方扳拧结构。以某型号钛合金高锁螺栓为例,其产品结构示意图如图2-2所示。
从图中可以看出,该产品对光杆的加工质量要求特别高,表面粗糙度要求Ra0.8 以上,尺寸公差包括涂镀层仅为 0.025mm,为了给最终表面涂覆留出余量,在加工过程中光杆公差控制在 0.014mm 之内。为保证该尺寸精度,加工中采用无心磨磨削杆部进行保证。
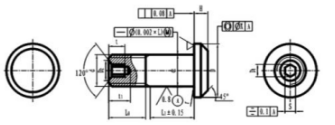
图 2 某型号高锁螺栓结构示意图
3.某型号高锁螺栓产品SPC的应用流程
使用SPC控制方法。需要花费一定的人力、物力,财力。故在正式实施前做好详细的策划和充分的准备工作,以保证实施的可靠性和有效性。SPC的实施一般按以下程序进行:
3.1 建立SPC工作组
建立SPC工作组,明确工作职责。相关人员应包括质量主管领导、信息技术人员、质量人员、检验员、生产一线工人。主要职责应包括资源配置、过程实施、信息处理、实施监测以及信息维护、周期计划,节点跟踪。
3.2 开展全员SPC培训工作
公司主管质量部门要向全体员工讲述应用SPC统计过程控制方法对产品质量的重要作用和意义,使员工从思想上认识到应用SPC控制产品质量的重要性;
组织各质量管理人员和技术人员学习SPC的基本原理、控制图的选择、描点方法,控制限的计算、工序能力指数的计算等应用技术;
对现场操作者进行SPC知识的培训,重点是控制图的计算、绘制,判异准则的应用等,通过培训使广大员工提高对9PC理论的理解,深刻领会应用SPC控制工序的重要性以及SPC必备的理论知识,为开展SPC工作打好基础。
3.3 确定SPC控制关键变量的原则
并非所有的过程都采用SPC统计方法来控制,需要根据不同的要求来确定。但总体原则主要有:
对产品的性能、精度、寿命、可靠性、安全性等有直接影响的零部件的关键特性和重要特性;
图纸给出的关键、重要特性;
经常出现故障的质量特性;
对下道工序影响较大的质量特性;
顾客明确要求的过程等。
本次选取某型号钛合金高锁螺栓光杆在磨削过程中作为控制对象。
3.4 选择合适的控制图
根据控制点的性质来选择控制图。对于连续测得的质量特性值,如长度、重量、强度等计量型数据,应选用均值—极差控制图 (—R 图)、均值—标准差控制图 (—S 图);
按个数数得的非连续性取值的质量特性值,例如不合格品数、不合格率、铸件的疵点数等质量特性值数据,应选用不合格品率控制图 (P 图)、不合格品数控制图 (Pn 图)、不合格数控制图 (C 图)、单位不合格控制图 (U 图)。
由于本次控制点对象是某型号钛合金高锁螺栓光杆磨削工序的尺寸控制,故选取均值—极差控制图。
3.5 对测量系统进行检查
测量系统受控状态和准确性,对SPC数据的真实性和正确性十分重要,否则会影响SPC数据的准确度,导致浪费甚至起误导作用。
对实施SPC工序的测量系统时,必须进行严格地分析和检查。对本次某型号钛合金高锁螺栓光杆测量来说,对SPC专用千分尺,SPC控制系统进行检查,确保合格有效。
3.6 收集数据作控制图
每个控制点至少收集25组数据,每组5-10个数据,做出分析用控制图。大部分生产工序进行第一次收集数据分析时,往往都有异常点,及存在异常因数,处于非稳态。
必须将未处于统计控制状态的异常点加以剔除,将非稳态的过程调整到稳态。经过校核后处于统计控制状态的控制图,才可供工序控制使用。某型号钛合金高锁螺栓光杆控制图如3。
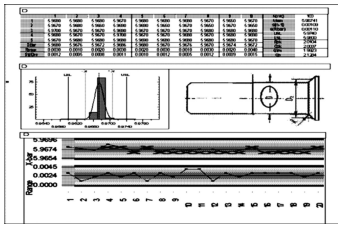
图:3 某型号钛合金高锁螺栓光杆控制图
3.7 确定过程能力指数
控制图受控后,计算出工序过程能力指数。过程能力指数是指过程能力与过程目标相比较的定量描述的数值,即表示过程满足产品质量标准(产品、规格、公差)的程度。一般以Cp或Cpk表示。
Cp=T/6σ=(USL-LSL)/6σ
式中,T为技术狗公差幅度,USL、LSL 分别为上下控制线,σ 为质量特性分布的总体标准差。通过计算,某型号钛合金高锁螺栓光杆过程能力指数Cpk为1.83。
根据过程能力评价准则为过程能力过高,可以适当考虑放宽特性波动的控制,保证质量的同时降低质量成本。
Cp或Cpk越大,说明过程能力越充足,产品的加工质量越高,但这时设备、原材料和操作人员的要求也越高,加工成本也越大,所以一个过程的Cp定于什么值要看需要与可能,或客户的要求。
4.实施SPC过程中应注意的几个问题
4.1 来自不同总体的数据不能混杂在一起
如由于更换材料,控制图的异常点比换料前增多;如用两台设备加工的特性,减弱了控制图对异常检出的敏感性,控制图上全部点子集中在中心线C区内,会出现控制限过宽的现象。
4.2 关注单侧公差的控制特性
对于平行度、垂直度、圆度、跳动等这些特性值,只规定了单侧标准,不能确定它的范围,也不能确定它的中心。此时,质量特性分布的中心与标准界限的距离,就决定了工序能力的大小。
4.3 抽取样本时,需要连续抽样
不连续抽样,易造成样本内部差异大,样本间差异小,据此确定的控制限较宽,减弱了控制图对异常检出的敏感性,不易反映生产过程的变化。
4.4 应根据控制特性的要求提高测量系统的精度
质量系统的精度不够导致的测量误差,会使控制图上出现周期波。
4.5 质量分布中心与标准中心应保持一致
当控制图第一步取得预备数据后,要调整好质量加工中心,当延长分析用控制图的控制限转化为控制用图的控制限后,质量分布中心会偏离标准中心,使不合格品率增加,工序能力Cpk降低。
5.总 结
航空航天紧固件产品由于使用环境的特殊性,对产品质量提出更高的要求。我们通过科学的质量管理方法理论和统计技术SPC来进行过程控制,确保产品质量。





楼主最近还看过
- 浙江规划馆多媒体制作电子沙...
 [1538]
[1538] - MES系统如何实现制造业智能制...[663]
- 智能知识------UPFC是什么高...[654]
- 手机版项目管理系统软件的7个...[702]
- 解析供应商关系管理SRM系统都...[706]
- 解读红头文件---—什么是离散...[5857]
- 兔哥:智能制造“顶层设计”是不...[658]
- 智能环卫云管理平台[881]
- 方原柏:定量皮带秤知识讲座—...[1067]
- 这个3D打印煎饼机真的值得买...[2683]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
