西门子Profinet总线控制伺服使用技巧 点击:8228 | 回复:40

S7-200SMART /S7-1200/S7-1500均可做为主机Profinet总线控制多轴伺服,简单可靠(Profinet以下简称PN)
下面就实际介绍使用方法:
案例:采用S7-1200做为主机。
有两种方法:
1.工艺轴来控制伺服,最多带8个伺服,属于集中控制的方法,伺服驱动器走速度模式,CPU来走位置环。采用西门子PN总线 3号报文。
优点:多轴同步/精度较好。 适合要求精度或同步性较好的场合。
缺点:多轴控制占用CPU资源较大,一般一个CPU带四五个轴就运行比较缓慢。轴多要升级为1500 CPU。另外工艺轴配置参数多,博途软件操作稍微复杂。
2.FB284点对点控制,使用111号报文,在其他不占用PN I/O的情况下,最多可以带16轴,位置环路由伺服完成,CPU发送指令,伺服执行即可,属于分布式控制的方式。
优点:占用CPU资源少,要求不高的场合,可实现低成本的控制,博途软件编程简单。
缺点:多轴同步/精度稍差。
这两种方法选择技巧,同一台设备,可以使用两种方式混合控制,同步的轴可用3号报文,其他定位要求不高或只是转动起来则选择111号报文。
如何使用:
这里先介绍111号报文使用FB284模块控制方法:
1,硬件配置:S7-1200 CPU(版本4.2以上)一个 标准网线2根 PN总线伺服驱动器一个
绝对值电机一台,电机动力学,反馈线等。
2,博途V15软件,固件升级程序(版本低的要升级)
SINAMICS Blocks DriveLib,库文件。
https://support.industry.siemens.com/cs/ww/en/view/109475044
伺服驱动器设备描写文件,也就是通用站描述文件GSD(购买伺服驱动器,发设备描述文件)
伺服驱动器通讯软件
使用方法:
1.如果PLC只有一个网口,如1211C,1212C,1214C等,将第一台伺服驱动器的 X5 端口与 S7-1200 PLC 的网口;如有多台伺服驱动器,将前一台的X6端口与下一台的X5端口连接;将最后一台伺服驱动器的X6端口与调试电脑连接。
如果PLC有两个以上的太网口,将第一台伺服驱动器的 X5 端口与 S7-1200 PLC 的一个网口;如有多台伺服驱动器,将前一台的X6端口与下一台的X5端口连接。将PLC的另一个网口与调试电脑连接。
2.配置网络拓扑。
3.设置驱动器参数,使用伺服通讯软件设置驱动器对象字典里的参数,如旋转一圈脉冲数,传动比。
4.配置FB284模块。在配置FB284模块前要知道使用方法,可在西门子官网下载,

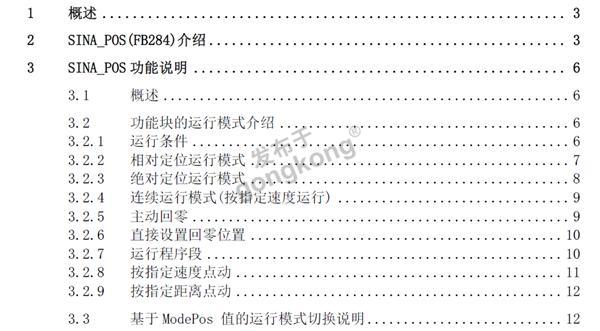
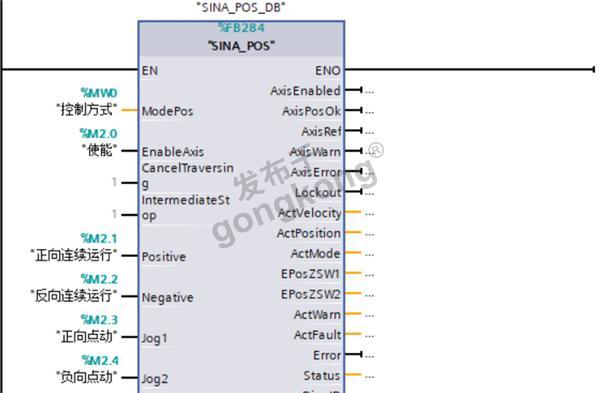


通过实际验证,使用非常方便,编程比较简单。
详细资料和工艺轴使用3号报文方法,留言私信发资料
 正在下载,请等待……
正在下载,请等待……







楼主最近还看过





- D寄存器和R寄存器有什么区别...
 [10024]
[10024] - PC编程与S7-Smart的以太网通...[10699]
- SETP7 里面的 L DBD [AR1,P...[7262]
- PID的详细调试说明资料,好! ...[13030]
- 去年帮人做的项目4000块[12439]
- PLSY PLSR两条指令能用两次吗...[8210]
- 请问OPCDAAUTO.DLL文件在那能...[7466]
- 中文版的西门子S7-200仿真软...[8408]
- modbus_rtu V3.0 通信协议串...[11674]
- PLC与触摸屏实现翻页-张庆松[9940]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
