应用总结 现场计算选择合适伺服 点击:462 | 回复:0

伺服电机计算选择应用实例
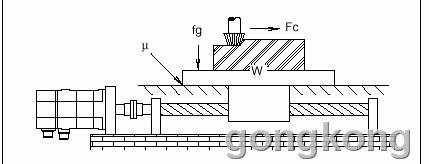
1. 选择电机时的计算条件 本节叙述水平运动伺服轴(见下图)的电机选择步骤。
例:工作台和工件的 W :运动部件(工作台及工件)的重量(kgf)=1000 kgf
机械规格 μ :滑动表面的摩擦系数=0.05
π :驱动系统(包括滚珠丝杠)的效率=0.9
fg :镶条锁紧力(kgf)=50 kgf
Fc :由切削力引起的反推力(kgf)=100 kgf
Fcf :由切削力矩引起的滑动表面上工作台受到的力(kgf)
=30kgf
Z1/Z2: 变速比=1/1
例:进给丝杠的(滚珠 Db :轴径=
丝杠)的规格 Lb :轴长=
P :节距=
例:电机轴的运行规格 Ta :加速力矩(kgf.cm)
Vm :快速移动时的电机速度(mm-1)=
ta :加速时间(s)=0.10 s
Jm :电机的惯量(kgf.cm.sec2)
Jl :负载惯量(kgf.cm.sec2)
ks :伺服的位置回路增益(sec-1)=30 sec-1
1.1 负载力矩和惯量的计算
计算负载力矩 加到电机轴上的负载力矩通常由下式算出:
F×L 2πη
Tm :加到电机轴上的负载力矩(Nm)
F :沿坐标轴移动一个部件(工作台或刀架)所需的力(kgf)
L :电机转一转机床的移动距离=P×(Z1/Z2)=
Tf :滚珠丝杠螺母或轴承加到电机轴上的摩擦力矩=2Nm
无论是否在切削,是垂直轴还是水平轴,F值取决于工作台的重量,摩擦系数。若坐标轴是垂直轴,F值还与平衡锤有关。对于水平工作台,F值可按下列公式计算:
不切削时:
F = μ(W+fg)
例如:
F=0.05×(1000+50)=52.5 (kgf)
Tm = (52.5×0.8) / (2×μ×0.9)+2=9.4(kgf.cm)
= 0.9(Nm)
切削时:
F = Fc+μ(W+fg+Fcf)
例如:
F=100+0.05×(1000+50+30)=154(kgf)
Tmc=(154×0.8) / (2×μ×0.9)+2=21.8(kgf.cm)
=2.1(Nm)
为了满足条件1,应根据数据单选择电机,其负载力矩在不切削时应大于0.9(Nm),最高转速应高于3000(min-1)。考虑到加/减速,可选择α2/3000(其静止时的额定转矩为2.0 Nm)。
·注 计算力矩时,要注意以下几点:
。考虑由镶条锁紧力(fg)引起的摩擦力矩
根据运动部件的重量和摩擦系数计算的力矩通常相当小。镶条锁紧力和滑动表面的质量对力矩有很大影响。
。滚珠丝杠的轴承和螺母的预加负荷,丝杠的预应力及其它一些因素有可能使得滚动接触的Fc相当大。小型和轻型机床其摩擦力矩会大大影响电机的承受的力矩。
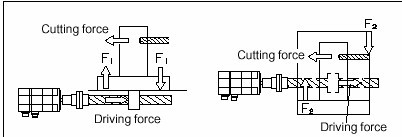
。考虑由切削力引起的滑动表面摩擦力(Fcf)的增加。切削力和驱动力通常并不作用在一个公共点上如下图所示。当切削力很大时,造成的力矩会增加滑动表面的负载。
当计算切削时的力矩时要考虑由负载引起的摩擦力矩。
。进给速度会使摩擦力矩变化很大。欲得到精确的摩擦力矩值,应仔细研究速度变化,工作台支撑结构(滑动接触,滚动接触和静压力等),滑动表面材料,润滑情况和其它因素对摩擦力的影响。
。机床的装配情况,环境温度,润滑状况对一台机床的摩擦力矩影响也很大。大量搜集同一型号机床的数据可以较为精确的计算其负载力矩。调整镶条锁紧力时,要监测其摩擦力矩,注意不要产生过大的力矩。
计算负载惯量 与负载力矩不同,负载惯量可以精确地算出。由电机的转动
驱动的物体的惯量形成电机的负载惯量,无论该物体是转动还是沿直线运动。对各运动物体分别计算其惯量,然后按一定规则将各物体的惯量加在一起,即可得出总惯量。总惯量可按下述方法计算:
·圆柱体(滚珠丝杠,齿轮,
联轴节等)的惯量计算
圆柱体绕其中心轴回转的惯量可按下式计算:
πγ 32×980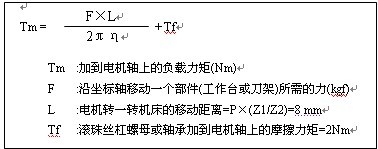
J : 惯量(kgf.cm.s2)
γ :物体的比重(kg/cm3)
Db :直径(cm)
Lb :长度(cm)
若物体的材料是铁(其比重为7.8×10
J=0.78×10-6Db
例如:
J = 0.78×10-6×3.24×100 = 0.0082(kg.cm.s2)
L 2π W 980
·沿直线运动物体(工
W :沿直线运动物体的重量(kg)
L :电机一转物体沿直线的移动距离(cm)
例如:
工作台和工件的W为
JW = 1000/980×(0.8/2/π)2 = 0.0165(kgf.cm.s2)
·速度高于或低于电机
轴速的物体的惯量(惯量的折算)
惯量J0折算到电机轴上后的计算方法如下:
Z1 Z2
J0 :折算前的惯量(kgf.cm.s2)
·回转中心偏离轴心
的圆柱体的惯量
M 980
J0 :围绕圆柱体中心回转的转动惯量(kgf.cm.s2)
M :物体的重量(kg)
R :回转半径(cm)
上述公式用于计算大齿轮等零件的惯量。为了减小重量和惯量,这些零件的结构都是中空的。上述计算的惯量值的和是电机加速的负载惯量J。
上述例子计算得到的JB及JW的和就是负载惯量J L。
J L= 0.0082+0.0165 = 0.0247(kgf.cm.s2)
·对负载惯量的限制 负载惯量对电机的控制特性和快速移动的加/减速时间都有
很大影响。负载惯量增加时,可能出现以下问题:指令变化后,需要较长的时间达到新指令指定的速度。若机床沿着两个轴高速运动加工圆弧等曲线,会造成较大的加工误差。
负载惯量小于或等于电机的惯量时,不会出现这些问题。若负载惯量为电机的3倍以上,控制特性就会降低。实际上这对普通金属加工机床的工作的影响不大,但是如果加工木制品或是高速加工曲线轨迹,建议负载惯量要小于或等于电机的惯量。
如果负载惯量比3倍的电机惯量大的多,则控制特性将大大下降。此时,电机的特性需要特殊调整。使用中应避免这样大的惯量。若机械设计出现这种情况,请与FANUC联系。
1.2 加速力矩的计算 按下步骤计算加速力矩:
计算加速力矩:步骤1 假定电机由NC控制加/减速,计算其加速度。将加速度乘
以总的转动惯量(电机的惯量 + 负载惯量),乘积就是加速力矩。计算式如下。
·直线加/减速
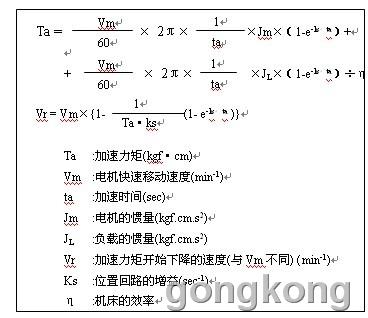
Vm 60 1 ta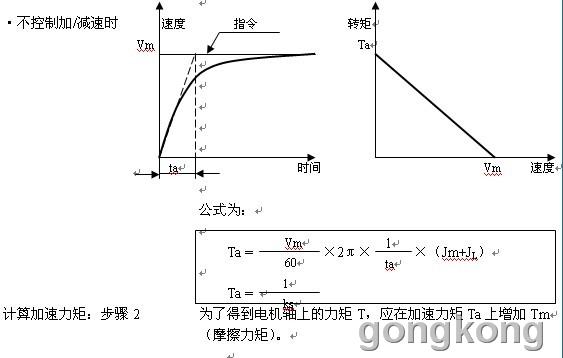
1 ta Vm 60
1 Ta·ks
Ta :加速力矩(kgf·cm)
Vm :电机快速移动速度(min-1)
ta :加速时间(sec)
Jm :电机的惯量(kgf.cm.s2)
JL :负载的惯量(kgf.cm.s2) Vr :加速力矩开始下降的速度(与Vm不同) (min-1)
Ks :位置回路的增益(sec-1)
η :机床的效率
例子:
在下列条件下进行直线加/减速:
电机为α2/3000。首先计算电机和负载惯量,然后计算
加速转矩。电机惯量Jm为0.0061(kgf.cm.s2),Vm为3000(min-1),ta为0.1(s),ks为30(sec-1),JL=0.0247(kgf.cm.s2)。
Ta = 3000/60 ×2π×1/0.1×0.0061×(1-e-30×0.1)+
+ 3000/60×2π×1/0.1×0.0247×(1-e-30×0.1)÷0.9
= 100.1(kgf.cm.) = 9.81(Nm)
由α2/3000的速度-转矩特性可以看到,9.81(Nm)的加速
力矩处于断续工作区的外面(见上面的特性曲线和电机的数据单)。(α2/3000的力矩是不够的。)
如果轴的运行特性(如,加速时间)不变,就必须选择大电机。比如,选择α3/3000(Jm为0.02 kgf.cm.s2),重新计算加速力矩如下:
Ta = 123.7(Kg.cm) = 12.1(Nm)
Vr = 2049(min-1)
由该式可知,加速时,在转速2049(min-1)时,要求加速力矩为12.1 Nm。由上面的速度-力矩特性可以看出,用α3/3000
电机可满足加速要求。由于已将电机换为α3/3000,则法兰盘尺寸已经变为
·不控制加/减速时 速度 指令 转矩
ta
公式为:
Vm 60 1 ta
1 ks
计算加速力矩:步骤2 为了得到电机轴上的力矩T,应在加速力矩Ta上增加Tm
(摩擦力矩)。
T = 12.1(Nm)+0.9(Nm) = 13.0 (Nm)
计算加速力矩:步骤3 核算上面步骤2计算出的力矩T应小于或等于放大器已限
定的力矩。用相应电机的速度-转矩特性和数据单核算由步骤1算得的Vr时的T应在断续工作区内。
因为Vr为2049(min-1),T为13.0(Nm),用指定的时间常数加速是可能的(条件2)。
1.3 计算力矩的均方根值
计算快速定位频率 绘制快速定位一个周期的速度-时间和转矩-时间图,如下
图。普通切削时,快速定位的频率不会有问题;但是,对于
有些频繁快速定位的机床必须检查加/减速电流是否会引起
电机过热。
根据力矩-时间图可以得到一个运行周期的加于电机上力矩
的均方根值。对该值进行核算,确保要小于或等于电机的额
定力矩(条件3)。
(Ta+Tm)2 t2+Tm2t2+(Ta-Tm)2t1+To2t3 t0
Ta :加速力矩
Tm :摩擦力矩
To :停止时的力矩
如果Trms小于或等于电机静止时的额定力矩(Ts),则选择
的电机可以使用。(考虑到发热系数,核算时静止力矩应为
实际静止额定力矩的90%。
例子:
在下列条件下选用α3/3000(Ts=31 kgf.cm)=3.0Nm的电机:Ta=12.1 Nm,;Tm=To=0.9 Nm;t1= 0.1 s;t2=1.8s;t3=7.0s。
(12.1+0.9)2×0.1+0.92×1.8+(12.1-0.9)2×0.1+0.92×7 t0
= 20.2 Nm < Ts×0.9=2.9×0.9=2.61 Nm
因此,用α3/3000电机可以满足上述运行条件。(条件3)
计算在一个负载变化的 若负载(切削负载,加/减速度)变化频繁,其力矩-时间图
工作周期内的转矩Trms 如下图所示。用该图计算出力矩的均方根值后进行核算,和
上述一样,使其小于或等于电机的额定力矩。
1.4 计算最大切削 核算工作台以最大切削力矩Tmc运动的时间(在负荷期间
力矩的负荷百分比 或ON的时间)要在希望的切削时间内。(条件5)
如果切削时加于电机轴上的Tmc(最大负载力矩)--由§1.1
算得的—小于电机的静止额定力矩(Tc)与α(热效率)的乘积,则所选电机可以满足连续切削。若Tmc大于该乘积(Tmc>Tc×α),则按下述步骤计算负荷时间比(ton)。Tmc可以在整个切削周期内加到电机上。(假设α为0.9,考虑机床运行条件计算负荷百分比。)
Tmc<Tc×α 可用最大切削力矩连续运行(用最大切削力矩运行的周期负荷百分比是100%)。
Tmc>Tc×α 根据下图和公式计算周期负荷的百分比。
例如:
如§1.1的计算结果:
Tmc=21.8 kgf.cm=2.1 Nm
OS: Tc=30 kgf.cm=2.9 Nm
2.9×0.9=2.6 Nm>2.1 Nm=Tmc
连续切削不会有问题。
计算最大切削力矩的
周期负荷百分比
用§1.3所述的方法计算一个切削周期内力矩的均方根值,指定时间ton和toff,以使均方根值不要超过静止额定力矩Tc与热效率α的乘积。则最大切削力矩的周期负荷百分比计算如下:
ton T
例如:
假设Tmc=4.0 Nm;Tm=0.9 Nm
4.02×ton+0.92×toff ton+tof
ton toff 1 1.6
即,非切削时间与切削时间的百分比为1.6,或更大一些。
周期负荷的百分比为:
ton toff
所以,α3/3000电机满足上述选择条件1—5。
3 电机的选择 根据加于电动机上的负载,快速运动速度,系统的分辨率等
条件选择电机。本节后面的“伺服电机的选择数据表”,可
以帮助正确地选择。
将机床的数据添在表的1-3组中,寄到我公司的代表处,他
们将负责填写表中4-8组的电机数据,并将表寄回。表中数
据在§3.1和§3.2中详细解释。
3.1 非数据组
机床类型 添入机床的型式,如:车床,铣床,加工中心等。
机床型号 机床厂确定的型号。
CNC装置 使用的CNC系统,如:0MC,15T,
主轴电机的功率 该组用于检查伺服电机的输出功率。
轴的名称 CNC指令使用的轴。若超过4个轴,添在第2张表上。
版本号,日期,名字等 由FANUC填写。
3.2 数据 机床厂需填写1,2,3组数据,其后的数据如果能够确定也
可以添入。如果确定不了,可由FANUC代表填写。各项的
详细内容如下所述。
No.1 组 此组数据用于确定电机负载(惯量,力矩等)的近似值。该
组的全部数据都要添。
·轴的运动方向 即运动部件如:工作台,刀架等的移动方向。若轴为斜向移
动,要添入与水平方向的角度(如60○)。
为了计算再生放电能量,无论是水平方向还是垂直方向都必
须指明。
·驱动部件的重量 添入运动部件如工作台,刀架(包括工件,卡具等但不要包
含下一组中的平衡锤)等的最大重量。
·平衡锤 垂直轴若有平衡锤请添入其重量,若用液压平衡请添入平衡
力。
·工作台支撑 添入工作台滑板的类型,如:滚动,滑动或是静压。若有其
它形式的滑动导轨材料,请说明。
·进给丝杠 按次添入丝杠的直径,节距,长度。
·传动比 添入滚珠丝杠与进给电机之间的传动比,齿轮齿条时小齿轮
与进给电机间的传动比,回转工作台的转台与电机间的传动
比。
No.2组 这组是选择电机的基本数据。其中某些数据的计算方法请见§4.1
和§4.2。
·电机每转的工作 添入电机转一转时机床的实际移动量。例如:
台的移动量 ·当滚珠丝杠的螺距为
·若用于转台,变速比为1/72时,每转的移动量是
360×1/72 = 5 deg。
·CNC的最小输入单位 添入NC指令的最小输入单位值。0,15,16,18系统为
·快速移动速度 添入机床实际要求的快速移动速度和坐标进给速度。
和进给速度
·惯量 添入折算到电机轴上的全部负载惯量值。计算方法见§1.1。惯量
值不必很准确,添入2位或1位数即可。例如,0.2865可添入0.29或0.3。注意该值不要包括毒剂本身的惯量值。
·负载力矩 ·由于在电机停止时也可能有非切削力矩,所以在考虑电机的连
续力矩时应留有一定余量。负载力矩要小于电机额定力矩的70%。
·快速运动的力矩要添入快速移动稳态时的力矩。要确保该值要小于电机的连续额定力矩。该项数据不要包括加/减速所需力矩。
·进给时的切削力,要添入切削时进给方向的最大切削力。
·对于最大切削力矩,要添入上述加于电机轴的最大切削力的力矩值。由于切削力产生的反作用力将大大影响力矩的传送效率,所以要想得到精确地最大切削力矩,必须考虑其它数据或在机床上测量。
·在垂直轴方向,若上升或下降的负载力矩值不一样,就应添入两个值。
·最大负荷(加工) 在“负载力矩”项中添入最大切削力矩的负荷比和ON时间。
时间/ON时间 各值的意义如下图。
·快速移动定位的频率 添入每分钟快速定位的次数。该值用来检查加/减速时电机
是否会发热及放大器的放电能量。
No.3 组 这组数据用于检查位置编码器装在电机外部时伺服系统的
稳定性。当系统用直线光栅尺和分离型编码器时不要忘记添
入这些数据。
·分离型检测器 若位置编码器装在电机外面,添入检测器的名称。若1使用
回转式检测器,在“标注(Remark)”栏中添入下列各项。
·旋转变压器
旋变转一转时机床的移动量。
旋变转一转时的波长数。
·脉冲编码器
脉冲转一转时机床的移动量。
脉冲编码器的脉冲数。
·机床进给系统的刚性 该项添入力矩加于电机轴且最终的驱动部件(如工作台)锁
住时的力矩与移动量之间的关系值,的即1弧度角位移所用
的力矩值。例如:
力矩500kgf.cm时位移5deg的计算结果如下:
刚性 = 500/5 ×180/π= 5730 kgf.cm/rad
若位移与力矩的关系是非线形的,可用原点附近的梯度计算。
力矩 (Nm)
·反向间隙 添入变换到工作台移动量的电机与最后驱动部件间(如工作
台)的间隙。
No.4 电机的规格。
·电机的型号 添入电机的名称,内装反馈单元的规格。
·选择项,特殊规格 添入特殊规格要求,如果有的话。
反馈(FB)型式
No.5 该组参数是指令的加/减速时间。并非定位的实际执行时间。
·快速移动时加/减速时间 加/减速时间根据负载惯量,负载力矩,电机的输出力矩和
加工速度决定。详细地计算见§1.2和§1.3。
FANUC的CNC快速运动时为线性加/减速。
·切削进给时的加/减速 通常,切削进给时用指数函数加/减速。这组数据添入时间常数。
No.6
·输入倍乘比,指令 该组数据要求添入以最小输入单位移机床时的NC所需的设定
倍乘比,柔性变速比 值。这些值的关系如下图示。
上图中,各比值必须设定,以保证误差寄存器的两个输入a和b
要相等脉冲编码器用柔变速比。所以,CMR通常设1。若不设1,
请与FANUC商量。柔性变速比(F.FG)要设定电机轴转一转时
所要脉冲数与反馈脉冲数的比值算法如下:
电机轴转一转要求的进脉冲数 1,000,000
注
计算时,α脉冲编码器的反馈脉冲数是1,000,000。分子和
分母的最大允许值是32767。分数要约为真分数。
例如:
NC的脉冲当量为1μm,电机一转机床的移动距为
使用A64脉冲编码器。则
8,000 1000,000,000 1 125
半闭环且1μm检测单位F.FG的设定如下:
电机一转机床的位移量(mm/rev) | 所须的位置脉冲数 (脉冲数/转) | F.FG |
10 | 10000 | 1/100 |
20 | 20000 | 2/10或1/50 |
30 | 30000 | 3/100 |
·位置回路增益 该组参数根据惯量添入经验值。由于机床的刚性,阻尼和其它因
素的影响,这些参数并非总是可用的,通常是按实际机床确定。
若位置编码器装在电机的外面,这些值受机床的刚性,反向间隙,
摩擦力矩影响。这些值必须填写。
·减速停止的距离 在行程的终端,要考虑机床减速停止的距离,将其添入本组数据。
Vm
l3
Vm :快速运动速度,mm/min或deg/min。
l1 :由接收器的动作延时造成的运动距离。
l2 :减速时间t2造成运动距离。
l3 :伺服的偏差量。
t1 :通常为0.02秒。
1 ks t2 2 Vm 60
kS :位置回路增益(sec-1)
·动态制动的停止距离 该距离是当故障时,切断机床电源动态制动停止造成移动距
离。
Vm :快速移动速率,mm/min或deg/min
l1 :由于接收器的延时t1造成的移动距离
l2 :由于磁接触器的断开延时t2组成的移动距离
l3 :磁接触器动作后动制动造成的移动距离
(t1+t2)通常大约为0.05秒
移动距离(mm或deg)=
Vm 60
Jm :电机的惯量(kg.cm.s2)
J :负载惯量(kg.cm.s2)
No :电机快速移动速度(rpm)
L :电机一转机移动量(mm或deg)
NoL=Vm
A和B是常数,随电机而变各种电机的值见下面“动态制
动停止距离计算的系数”。
No.8 组 伺服放大器的规格。
·放大器的型式 指定AC。
·变压器 添入变压器的规格。
·放大器规格 添入放大器模块的规格。
计算动态制动停止
距离的系数
计算A和B时,假设电源线每相的电阻为0.05Ω。由于电阻的
变化,表中的数值会稍有不同。
系数值还随伺服放大器改变。这些系数将引起机床停止距离的变
化。
MTB 选择AC伺服电机的数据表
机床 | 类别 | 型号 |
NC,主轴电机 | NC:FANUC ( ) | 主轴电机 KW |
轴 项目 | |||||||||
1 | 轴移动方向(水平,垂直) | ||||||||
运动部件的重量(包括工件等) kgf | |||||||||
平衡锤的重量 kgf | |||||||||
工作台支撑(滑动,滚动,静压) | |||||||||
进给丝杠 | 直径 | ||||||||
节距 | |||||||||
轴长 | |||||||||
总变速比 | |||||||||
2 | 电机轴一转机床移动量 mm | ||||||||
NC的最小移动单位 mm | |||||||||
快速运动速度 mm/min | |||||||||
切削速度 mm/min | |||||||||
惯量 kgf.cm.sec2 | |||||||||
负载力矩 | 不切削最低速度时 kgf.cm | ||||||||
快速运动时 kgf.cm | |||||||||
切削力 kg | |||||||||
最大切削力矩 kgf.cm | |||||||||
最重切削负荷比/ON时间 %/min | |||||||||
快速定位的频率 次数/min | |||||||||
3 | 分离型位置编码器 | ||||||||
机床进给系统的刚性 kgf.cm/rad | |||||||||
反向间隙 mm | |||||||||
4 | 电机型号 | ||||||||
反馈型式 | |||||||||
快速运动转数 rpm | |||||||||
选项/特殊规格要求 | |||||||||
5 | 快速运动时的加/减速时间 msec | ||||||||
切削进给时的加/减速时间 msec | |||||||||
6 | 指令倍乘比 CMR | ||||||||
检测倍乘比 DMR | |||||||||
柔性变速比 FFG | |||||||||
位置回路增益 sec-1 | |||||||||
7 | 减速停止距离 mm | ||||||||
动态制动停止距离 mm | |||||||||
8 | 放大器型号 | ||||||||
变压器 | |||||||||
规格 | 放大器 | ||||||||
备注 | |||||||||
版本 | 日期 | 名称 | |||||||
1 | |||||||||
2 | |||||||||
3 | |||||||||
FANUC LTD
MTB 选择AC伺服电机的数据表(定位用,如冲床)
机床 | 类别 | 型号 |
NC | NC:FANUC ( ) |
项目 | ||||||
运动件规格 | ||||||
轴移动方向(水平,垂直,回转) | ||||||
运动部件的重量(包括工件等) kgf | ||||||
平衡锤的重量 kgf | ||||||
工作台支撑(滑动,滚动,静压)(※) | ||||||
进给机构(选择下列之一,并添入相应数据) | ||||||
进给丝杠:(直径,节距,轴长) | ||||||
齿轮-齿条:小齿轮直径(小齿轮一转机床的移动距离: mm) | ||||||
其它 | ||||||
机床规格 | ||||||
电机轴一转机床移动量 mm | ||||||
总的减速比 | ||||||
惯量 (减速前即加到电机轴的) kgf.cm.sec2 | ||||||
NC的最小输入单位(分辨率) | ||||||
最高快速运动速度 mm/min | ||||||
快速运动时电机转数 rpm | ||||||
快速运动时的加/减速时间 msec | ||||||
快速定位距离 mm | ||||||
快速定位的频率 次数/min | ||||||
在备注栏中添入运行周期(速度图) | ||||||
负载力矩 | 不切削最低速度时 kgf.cm | |||||
快速运动时 kgf.cm | ||||||
反向间隙 mm | ||||||
分离型检测器(※※) | ||||||
分离型位置检测器的类型(检测单位,脉冲数,等) | ||||||
用回转型编码器时齿轮直径,减速比 | ||||||
电机规格 | ||||||
电机型号(尺寸和功率) | ||||||
反馈型式(绝对位置编码器时) | ||||||
选择项(制动器,非标准轴等) | ||||||
由FANUC 添入的数据 | ||||||
指令倍乘比 CMR | ||||||
检测倍乘比 DMR | ||||||
柔性变速比 FFG | ||||||
位置回路增益 sec-1 | ||||||
减速停止距离 mm | ||||||
动态制动停止距离 mm | ||||||
放大器规格 | ||||||
再生放电单元规格 | ||||||
变压器规格 | ||||||
注 | ※ 滑动表面的摩擦系数。 ※※ 下列情况要用分离型编码器:电机和丝杠的机械位置分开时。 | |||||
备注 | ||||||
版本 | 日期 | 姓名 | ||||
FANUC LTD





楼主最近还看过
- 变频器常见故障 新
 [86212]
[86212] - 求教欧陆590励磁电压调整,参...[9902]
- 请教:转矩控制的应用[5569]
- (已结帖)变频擂台第116期——变...[7217]
- ABB变频器ACS800报2340故障求...[8179]
- ST公司在中国有无代理[6270]
- 科比变频器故障讨论区[39552]
- 丹佛斯变频器是哪个国家生产...[8822]
- PID控制简介 [8959]
- 台达变频器OFF故障[5397]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
