超声波塑料件的焊接方法 点击:48 | 回复:0

超声波塑料件的结构设计必须首先考虑如下几点:
1.是否需要水密、气密。
2.是否需要完美的外观。
3.是否适合焊头加工要求。
4.焊缝的大小(即要考虑所需强度)。
5.避免塑料熔化或合成物的溢出。
超声波焊接质量获得原因:
1.材质
2.上下表面的位置和松紧度
3.焊头与塑料件的妆触面
4.顺畅的焊接路径
5.塑料件的结构
6.焊接线的位置和设计
7.焊接面的大小
8.底模的支持
为了获得完美的、可重复的超声波熔焊方式,必须遵循三个主要设计方向:
1.围绕着连接界面的焊接面必须是统一而且相联系互紧密接触的。如果可能的话,接触面尽量在同一个平面上,这样可使能量转换
时保持一致。
2.最初接触的两个表面必须小,以便将所需能量集中,并尽量减少所需要的总能量(即焊接时间)来完成熔接。
3.找到适合的固定和对齐的方法,如塑料件的接插孔、台阶或齿口之类。
超声波整体塑料件的结构
1.1塑料件的结构
塑料件必须有一定的刚性及足够的壁厚,太薄的壁厚有一定的危险性,超声波焊接时是需要加压的,一般气压为2-6kgf/cm2 。所以塑料
件必须保证在加压情况下基本不变形
1.2罐状或箱形塑料等,在其接触焊头的表面会引起共振而形成一些集中的能量聚集点,从而产生烧伤、穿孔的情况(如图1所示),在设计时可以罐状顶部做如下考虑
○1 加厚塑料件
○2 增加加强筋
○3 焊头中间位置避空
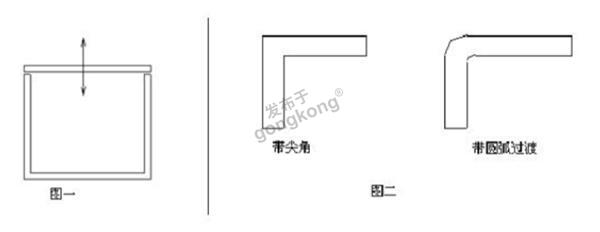
1.3尖角
如果一个注塑出来的零件出现应力非常集中的情况,比如尖角位,在超声波的作用下会产生折裂、融化。这种情况可考虑在尖角位加R角。如图2所示。
1.4塑料件的附属物
注塑件内部或外部表面附带的突出或细小件会因超声波振动产生影响而断裂或脱落,例如固定梢等(如图3所示)。通过以下设计可尽可能减小或消除这种问题:
○1 在附属物与主体相交的地方加一个大的R角,或加加强筋。
○2 增加附属物的厚度或直径。
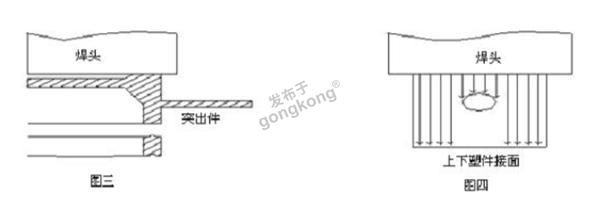
1.5塑料件孔和间隙
如被焊头接触的零件有孔或其它开口,则在超声波传递过程中会产生干扰和衰减(如图4所示),根据材料类型(尤其是半晶体材料)和孔大小,在开口的下端会直接出现少量焊接或完全熔不到的情况,因此要尽量预以避免。
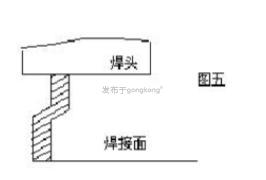
1.6塑料件中薄而弯曲的传递结
被焊头接触的塑件的形状中,如果有薄而弯曲的结构,而且需要用来传达室递超声波能量的时候,特别对于半晶体材料,超声波震动很难传递到加工面(如图5所示),对这种设计应尽量避免。
1.7近距离和远距离焊接
近距离焊接指被焊接位距离焊头接触位在6mm以内,远距离焊接则大于6mm,超声波焊接中的能量在塑料件传递时会被衰减地传递。衰减在低硬底塑料里也较厉害,因此,设计时要特别注意要让足够的能量传到加工区域。远距离焊接,对硬胶(如PS,ABS,AS,PMMA)等比较适合,一些半晶体塑料(如POM,PETP,PBTB,PA)通过合适的形状设计也可用于远距离焊接。
1.8塑料件焊头接触面的设计
注塑件可以设计成任何形状,但是超声波焊头并不能随意制作。形状、长短均可能影响焊头频率、振幅等参数。焊头的设计需要有一个基准面,即按照其工作频率决定的基准频率面。基准频率面一般占到焊头表面的70%以上的面积,所以,注塑件表面的突超等形状最好小于整个塑料面的30%。一滑、圆弧过渡的塑料件表面,则比标准可以适当放宽,且突出位尽量位于塑料件的中部或对称设计。
塑料件焊头接触面至少大于熔接面,且尽量对正焊接位,过小的焊头接触面(如图6所示),会引起较大损伤和变形,以及不理想的熔接效果。
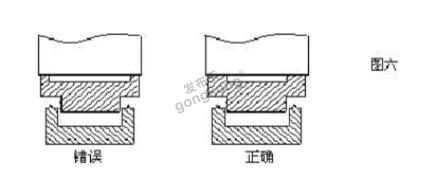
在焊头表面有损伤纹,或其形状与塑料件配合有少许差异的情况下,焊接时,会在塑料件表面留下伤痕。避免方法是:在焊头与塑料件表面之间垫薄膜(例如PE膜等)。





楼主最近还看过
- 软启动的“斜坡电压”的物理本...
 [11190]
[11190] - 旋转编码器,如何在 PLC 系统...[2925]
- 谁有:InTouch与MODBUS通讯怎...[2190]
- 用什么电路控制两个气缸[2201]
- 三菱PLC学习资料[7869]
- 化学及化工专业英语词汇[3224]
- 小弟刚进一个新公司,有点迷茫...[2011]
- 职称评定选什么职称[2421]
- 注册电气工程师免试年限的计...[3900]
- STEP7V5.4许可证密钥到了怎么...[3048]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
