「煤矿必读」传送带导向辊轴磨损后设备振动大怎么办 点击:77 | 回复:0

发表于:2021-12-20 15:55:54
楼主
一、案例介绍
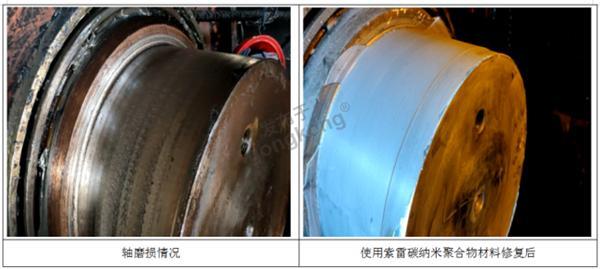
某煤矿企业有一条2.7km的皮带回转导向辊轴磨损后设备振动过大,在一次拆检后发现该传送带导向辊轴出现磨损,轴承型号:23184CA/C3W33,转速:55.39r/min。该导向辊不仅轴向窜动导致皮带偏移,而且径向跳动影响传动辊以及其他导向辊正常运行。
![]()
二、导向辊轴磨损原因:
该导向辊属于被动辊,没有传动侧跟非传动侧,分析磨损原因是由于轴向窜动导致的,修复后需要改进轴承的轴向定位,首先查看轴头压盘是否还能压住轴承内圈,如果压不住需要精车圆盘,保证圆盘可以压住轴承位,同时固定另一侧的轴承外圈,让A侧轴承位成为固定侧,B侧轴承位成为自由侧。
三、导向辊轴磨损处理方法:
基于以上背景和原因,而企业的停机检修时间又特别紧迫,所以后来了解到索雷碳纳米聚合物材料技术可以现场快速维修,立即采用了该方法。该技术不需要对设备进行大量拆卸,仅对修复部位拆卸即可,减少或避免了拆卸,大幅缩短企业停机停产时间。具体的修复步骤也特别简单:
(1)首先对轴承位进行烤油处理,之后打磨修复面漏出金属色,再用无水乙醇清洗修复面;
(2)空试工装后无水乙醇清洗工装后刷脱模剂SD7000备用;
(3)调和碳纳米聚合物材料SD7101H均匀涂覆在轴承位表面以及工装修复面上;
(4)安装工装到位后加热轴头加温固化;
(5)固化完成后拆卸工装核实尺寸,确保在公差范围以内;
(6)加热轴承,热装轴承到位;
(7)开机运行后设备无异常,点检专工描述比没修复前振动大大减小。





楼主最近还看过
热门招聘
相关主题
- 欧姆龙plc中这些指示灯
 [2488]
[2488] - 求三菱PLC和编码器长度控制程...[4412]
- 动静态绝缘,带电清洗安全有保...[1696]
- 三菱FX2N单PLC的多路PID控制...[3416]
- S-300 CPU314 运行中输出模块...[1539]
- 丹佛斯变频器的启动端子是哪...[1668]
- 维纶屏调亮度的问题[1647]
- 影响电机发热因素及处理方法[1818]
- 590+的直流调速系统,为什么电...[1196]
- 咸庆信老师变频器维修培训班...[5584]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
