立磨摇臂轴磨损修复还在用旧方法吗 点击:62 | 回复:0

立磨摇臂轴在工作过程中承受较大的扭矩力和挤压应力,在使用过程中轴与轴承之间一旦出现配合间隙,将会使轴颈与轴承内圈之间磨损加剧,使设备产生较大的振动及噪音,降低设备的工作性能造成辊体转动不平稳。由于工作过程中物料体积不均,致使轴承容易产生径向冲击碰撞,严重时会损坏轴承,滚轴报废,造成恶性事件。
某水泥企业的立磨摇臂轴磨损,摇臂轴轴径磨损部位均为定位侧,共3处,直径φ240,单边磨损深度0.1-0.5mm左右。

立磨摇臂轴磨损传统修复方法:
国内针对轴类磨损一般采用的是补焊、镶轴套、打麻点等,如果停机时间短又有备件,一般会采用更换新轴。补焊本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复费用高,长期的停机停产也将给企业造成大量的经济损失。镶轴套、打麻点修复工艺存在配合面是点接触问题,不是面接触,给设备长期安全运行留下隐患。
索雷碳纳米聚合物材料修复方法:
现在利用该材料现场对磨损部位进行修复,是近几年兴起的一种检修模式,减少停机时间,在保证修复精度和满足安装要求的基础上进行修复。修复用的材料固化后形成的化学键连接作用力使其与修复的金属部件形成优异的粘着力,通过材料优良的抗压强度来满足设备在运行中承受各种复合力的要求。具体修复立磨摇臂轴磨损的步骤如下:
1. 使用工具将轴表面油污烤干,随后使用角磨机或者砂纸将表面氧化层打磨干净且表面粗糙,然后用无水乙醇将表面清洗干净,晾干;
2. 严格按照比例调和SD7101H材料调和均匀,无色差;
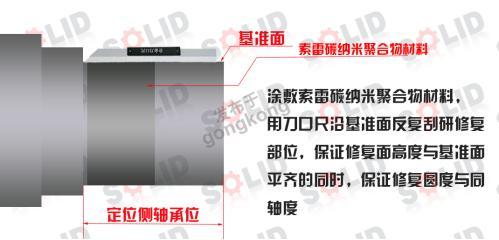
3. 将调和好的材料均匀涂抹至轴磨损部位,涂抹厚度大于轴单边磨损量;
4. 材料固化,将基准面和修复表面多余材料及釉面用砂纸打磨清除;
5. 再次复查轴承径向游隙,并检查轴向游隙是否达标,修复完成。






楼主最近还看过
- 单键启动延时停止
 [1266]
[1266] - abb变频器acs880故障[3066]
- s7 1200 如何与力控组态建立...[1255]
- 请教三菱MR-J2S-200A伺服驱动...[19917]
- 三相电机用万用表量的接地,通...[6175]
- ABDH-485通讯问题[2233]
- 50吨行车电路控制原理图[1197]
- 潜水泵特殊故障求解[1757]
- CREMATE人机界面无反应[4304]
- 扬力冲床二度落异常故障[1787]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
