两个案例为你解答提升机轴修补该用什么方法 点击:68 | 回复:0

提升机是水泥行业的重要设备,但提升机在使用过程中,受到环境影响或者润滑不足、轴承质量等问题,经常出现轴磨损的情况,像这种常见问题,选用修复快效果好的才是设备长久使用的关键。下面通过两个案例来为大家解答提升机轴修补该用什么方法。
一般提升机轴修补有以下几种方法:
更换主轴法:更换提升机主轴,费用高,难度大,费时长,但是修复效果安全可靠。
堆焊法:此类修复适合磨损量2mm以内,如果磨损太大,采用此法,热应力影响较大,堆焊时采用对称法分成四等份堆焊,为防止其热应力变形,堆焊尺寸要留有加工余量比轴径原尺寸高3mm左右为宜,堆焊后不能强制冷却,强制冷却会增加补焊部位的硬度和应力,给后续车削带来困难。
电刷镀法:工艺简单,技术成熟,具备多种金属镀层材料,可根据不同材料,增大镀层的硬度和耐磨性。刷镀时工件温度低,镀层残余应力小,表面金相组织无变化,镀层不会对基体造成二次破坏。此工艺适合磨损量小于0.2mm的情况,且对工件表面预处理要求高。
以上这些方法虽然能够修补,但效果差耗时长,这样反而是给企业增加更多的修复成本。而索雷碳纳米聚合物材料是目前修轴比较快速有效的方法,该材料及针对性的修复工艺可以做到修复表面与轴承内达到100%的配合面,同时恢复轴原始设计的过盈尺寸,因此可以保证更好的受力,在轴承润滑保养得当、轴承不出现烧蚀的情况下,其使用寿命可达到甚至超过新部件的使用寿命。
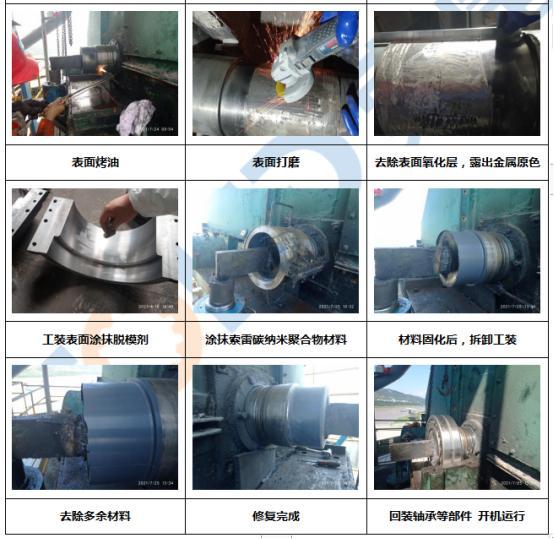
而且修复的过程也特别简单:对轴承位磨损部位进行表面烤油、打磨、清洗等处理→用无水乙醇清洗工装并刷SD7000脱模剂备用→调和索雷碳纳米聚合物材料并涂抹至待修复部位→安装工装,材料固化→拆卸工装,核实尺寸→回装轴承,完成修复。
提升机轴修补经典案例介绍:
一、某水泥企业的提升机传动轴轴承位产生异响噪声,发现轴承位振动值过高,温度在不断升高,停机将设备打开查看后,发现轴承已经断裂,轴承位磨损严重,产生高温熔结现象。现场的轴要是拆下来的话,耗费的时间、人力、物力巨大,周期很长,将会严重影响生产计划,并且现场没有盘车的条件,后续采用了索雷技术现场快速修复完成。

二、另一家水泥企业的提升机出现轴磨损情况,轴承位直径Ø220mm,宽度105mm,轴承编号:22244CA/CW33;轴承位单边磨损0.6-0.8mm。也是采用了该技术修复,选取轴上未磨损的面做基准,保证了修复后的同轴度和尺寸过盈量,短短几小时内就完成了修复工作。





楼主最近还看过
- PLC与变频器控制
 [1378]
[1378] - 德国蓓福twinCAT[1614]
- CREMATE人机界面无反应[4304]
- AB PLC处理器自动丢失程序,怎...[2118]
- 发那科黑屏请高手来看看[5203]
- 施耐德电气m258plc求助[1417]
- 关于气缸的急停[2373]
- ABB变频器复位问题(急求赐教...[1142]
- 请问大家开关的电气符号到底...[3339]
- 求威纶通分期付款程式[1330]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
