不知道水轮发电机轴磨损如何修的,可以看这里 点击:71 | 回复:0

发表于:2021-09-22 15:34:18
楼主
水轮发电机是将水能转换成机械能,将机械能转换成电能而输出的设备,是水电站生产电能的主要动力设备。设备在长期的运转中,发电机轴磨损的情况经常发生,这也是企业受困扰的地方,下面我们一起来看看遇到这种情况如何修。
一、设备磨损背景:
某水电站的水轮发电机轴磨损,型号SF160-14-950、额定功率160KW、额定转速428r/min、飞逸转速1087r/min、轴径120mm、宽58mm,磨损直径1.5-2mm,电机厂家提供温度70-80℃。

二、水轮发电机轴磨损原因:
在热装轴承后,轴承在恢复到常温后发现轴承发与轴装配过松,已经无法达到过盈装配,判断为轴承位出现磨损。
如果更换新部件费用昂贵,而且现场不具备维修更换条件和维修人员能力,在解决此问题发电机需要返厂维修,维修周期比较长。后续企业了解到索雷碳纳米聚合物材料技术可以现场快速修复,立即采用了该技术,对于发电机轴承位的维修,必须达到修复后同心度、修复后的尺寸公差以及修复后部件配合的精度要求,才能满足电机的运行要求。
三、发电机轴磨损修补步骤:
1. 试装工装,预紧螺栓工装结合面无间隙,后轴肩抱紧,不松动;
2. 拆卸工装,检查工装内壁有无损伤后擦涂SD7000脱模剂;
3. 轴承位用氧气乙炔烤油,直至油污碳化,控制温度避免高温对电机轴造成影响;
4. 根据轴承位尺寸以及磨损量计算索雷碳纳米聚合物材料用量;
5. 调和材料至均匀,然后涂覆在轴承位修复表面;
6. 安装工装并紧固螺栓,预紧螺栓时;
7. 用导热方式将修复部位加温,促进材料固化。
8. 拆卸工装,清除多余材料,测量修复后轴径尺寸;
9. 热装轴承及轴承定位环。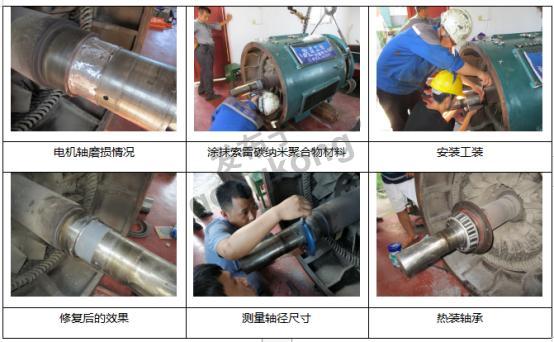





楼主最近还看过
热门招聘
相关主题
- 威纶mt6103ip如何反编译出来...
 [3021]
[3021] - 本特利3500系统转速模块50M故...[1164]
- 用电跳闸是怎么回事[1426]
- 宇电温控器自整定操作[1153]
- ATV71显示PRA故障[1166]
- 变频器无故停机的真正原因[4832]
- 丹佛斯变频器FC102,报警告W1...[2966]
- 请问西威变频器,同步主机,换...[1464]
- 台达ASD B2伺服电子齿轮设置...[2768]
- 干结点如果转换为湿结点[1433]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
