治理大型轧机支撑辊密封位腐蚀磨损的新工艺 点击:68 | 回复:0

随着冷、热轧机不断向高速化、大型化、高精度方向发展,冷、热轧机工作辊硬度已经普遍提高,对与之配套的支承辊也提出了越来越高的要求。支承辊是轧机中的重要部件,用来支承工作辊或中间辊,以防工作辊出现挠曲变形而影响板、带的产量及质量。
轧机支撑辊密封位腐蚀磨损的原因:
轧机轧制过程中,由于轧机下支撑辊在轧制冷却水内浸泡,易造成支撑辊端面密封位腐蚀,腐蚀后端面表面不平整,造成端面密封磨损加剧,密封磨损后冷却水进入支撑辊轴承位置,造成轴承出现腐蚀、磨损。
修复工艺的选择:
对于轧机支撑辊密封位腐蚀磨损的修复,一直以来企业大都采用传统的堆焊、刷镀、热喷涂等修复工艺。这些传统工艺在一段时间内的确帮助设备管理者解决了很多的设备难题,但是随着现代化的生产及运维要求的提高,这些传统的修复工艺又因复杂的施工条件和现场环境的制约而受到限制。无论是堆焊后机加工还是热喷涂方式,都避免不了热应力无法消除的现象,容易造成轴的弯曲变形甚至会造成轴径断裂;而电刷镀的方式只适合磨损量很小的情况。
采用索雷碳纳米聚合物材料进行现场修复已是现阶段设备管理的重要技术手段,利用材料具有超强的粘着力,优异的抗压强度等综合性能作为技术应用支撑。免拆卸、免机加工现场修复,既无补焊热应力影响,修复厚度也不受限制。同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并大大延长设备部件的使用寿命。
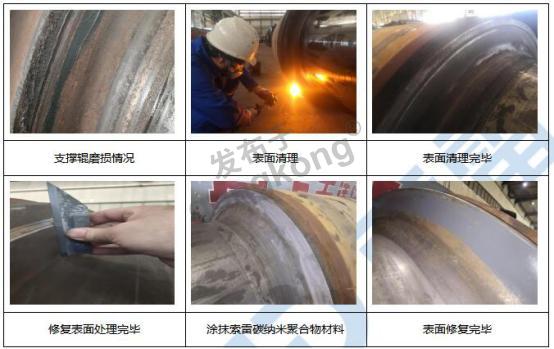
治理大型轧机支撑辊密封位腐蚀磨损的过程:
1、对待修复表面进行烤油,完毕后对密封位置打磨清理氧化层,更换切割片对表面进行切槽,增加材料接触面积;
2、使用无水乙醇对修复表面进行清理;
3、按比例调和SD7300材料,迅速涂抹到修复表面,至表面平整光滑;
4、材料固化后对表面进行测量,用砂纸油石对表面高点进行修磨;
5、按比例调和SD7101H材料,涂抹到修复表面,确保平整;
6、材料固化后测量修复表面,对修复表面进行修磨,保证修复表面平整度。修复完成。





楼主最近还看过
- 如何快速准确的查找电缆故障...
 [1921]
[1921] - 计米器与感应信号[1260]
- 管式加热炉,实际炉温与设定温...[1869]
- 欧姆龙PLC程序上载问题[2174]
- AB700s系列变频器高温断电后...[2136]
- 我使用单圈绝对值编码器如何...[1348]
- 西门子SMART200RUN绿灯与STO...[15035]
- 伦茨8400变频器驱动故障指示...[1892]
- 安川伺服出现闪烁no_op求大神...[4171]
- 热电阻测量温度比实际温度高[3277]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
