脱硫泵泵壳腐蚀冲刷保护和再生修复案例分析 点击:146 | 回复:0

由于脱硫泵工作条件比较特殊,并且环境恶劣,气蚀、腐蚀、磨损都极为强烈,所以脱硫泵在使用一段时间后极易出现腐蚀变薄、气蚀损坏、磨损穿孔等问题;这给设备造成了极大的破坏;导致生产停滞;一般一到两年就需要更换新泵体或进行维修处理;导致脱硫泵泵壳腐蚀冲刷的主要原因如下:
1、浆液的强磨蚀性:
脱硫塔底部的浆液含有大量的固体颗粒,主要是飞灰、脱硫介质颗粒,粒度一般为0~400μm、90%以上为20~60μm、浓度为5%~28%(质量比)、这些固体颗粒(特别是Al2O3、SiO2颗粒)具有很强的磨蚀性。
2、气蚀性:
在脱硫系统中,循环泵输送的浆液中一般会含有一定量的复杂成分的气体。在使用工艺中,脱硫循环泵输送的浆液为气固液多相流,固相对泵性能的影响是连续的、均匀的,而气相对泵的影响远比固相复杂且更难预测。
脱硫泵泵壳腐蚀冲刷案例情况:
脱硫泵型号:350TL-52
温度:45℃
PH值:5.5-6.5
介质浓度:1.15-1.2,粒径250目
转速:980r/min
流量:2520m³/h
主要成分:CaSO4▪2H2O
材质:超级双相不锈钢Cr30A
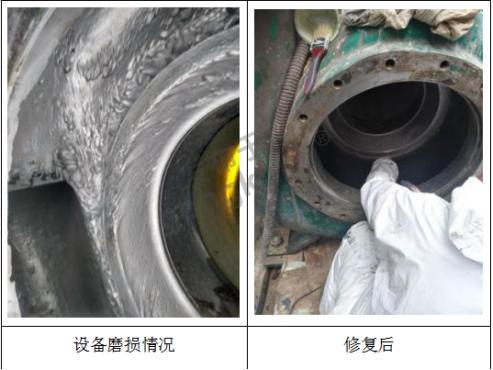
脱硫泵叶轮和泵壳在长期运转过程中受介质腐蚀和固形物冲刷磨损,叶轮使用周期约1年,局部腐蚀磨损剧烈。
脱硫泵泵壳腐蚀冲刷修复工艺:
利用碳纳米聚合物材料特有的机械性能和耐磨性能针对性的修复工艺在线修复脱硫泵泵壳腐蚀冲刷问题。
修复工艺简单:采用喷砂等表面处理工艺,利用索雷碳纳米聚合物材料进行现场修复。
其优点是粘结力好,良好的抗压性能、抗磨损性能及具备优异的抗腐蚀性能等综合性能实现在线修复,修复效率高,不需要对设备大量拆卸,一般情况下每台泵修复时间仅需要12小时以内。
修复效果图如下:
该材料是一种冷修复涂层技术,在线修复过程中不会产生高温,很好的保护设备本体不受损伤,只要泵壳的整体强度满足使用要求,均可以实现修复保护。具有优异的耐冲刷、耐腐蚀性能。正常使用过程中,其使用效果大于新泵壳的使用寿命,且修复成本远低于新泵壳本身。





楼主最近还看过
- 为什么不能买便宜的变频器?血...
 [2133]
[2133] - 工业测温枪及热像仪能否测体...[1982]
- 求助欧姆龙PLC如何接入急停输...[1893]
- 艾默生R482900U电源故障[2827]
- 欧瑞变频器显示HF[3726]
- smartAE08模拟量模块闪红灯[2284]
- 三菱FX系列PLC最多能控制多少...[10975]
- ACS880变频器拆机维修指导[1408]
- YAMAHAN机械手无法回归原点怎...[3217]
- 用时间继电器控制两台电机交...[3419]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
