天津H机械设备厂利用精益布局优化设施布置 点击:2308 | 回复:1

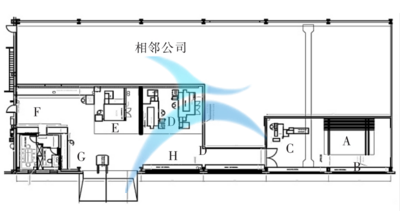
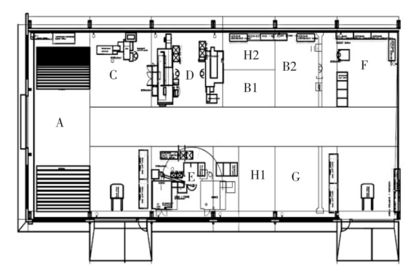
天津H机械设备厂原有的布局如 图1 所示,图中A为钢材存储区,B为半成品和成品存储区,C为材料切割区,D为数控车床组,E为加工中心组,F为产品装配测试区,G为包装及货物收发区,H为工装夹具区。公司高层于2016年11月决定邀请天行健公司进行精益工厂布局改善,以优化厂房的物流,提高效率。
1、作业单元间的物流量分析
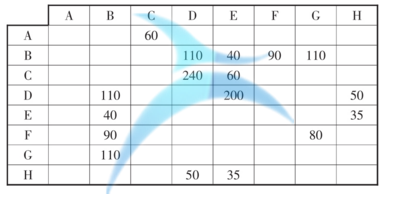
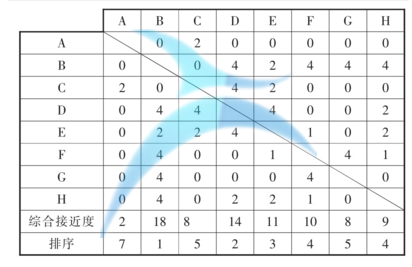
根据产品加工工艺流程,统计物料、半成品在各作业单元间的物流量,以及各单元之间物流流动情况,采用从至表表示,如图3所示,其中,物流量以天计算。
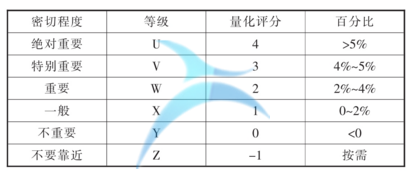
由系统化设施布置方法可知,物流强度分为6个等级,由高到低依次为 U、V、W、X、Y、Z,物流等级是以物流线路比例及承担的物流量比例为依据确定的,具体可参照表1。
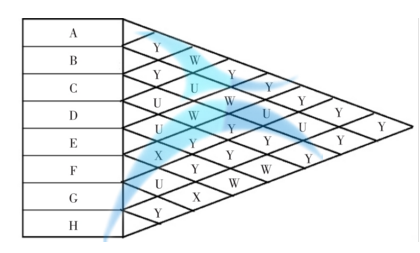
统计2017年3月至4月内工厂生产数据,得到各作业单元之间的物流强度等级。同时绘制物流关系相关图,如图4所示。
根据系统化设施布置方法,综合考虑车间物流因素和非物流因素的影响,确定加权值,以便计算各作业单位之间的综合相互关系。根据某机械设备生产公司的实际运营情况,非物流因素的影响比例较小,因此,研究时忽略各作业单元之间非物流因素的影响。
2、作业单元间的位置分析
根据物流相关图绘制各作业单元综合关系图,如图5所示。
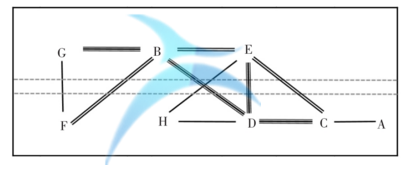
通过作业单元综合关系图,识别出最重要的关系,即评分值最高的。最重要的关系块放在中央位置,U等级关系的边靠边放,V等级关系的角靠角放,Z等级关系以不相邻原则对作业单元间的位置进行整理。经研究后的位置关系如图6所示,虚线代表物流通道,各作业单元间连线的数量代表物流强度等级。
在对新厂房的布局设计时,根据实际情况还需考虑如下额外修正因素。
①新厂房的总平面结构和车间总面积。
②原材料和产品的货物收发分开。
③数控车床组的工装夹具与加工中心组的工装夹具分开存放,将工装夹具区拆分为H1和H2作业单元,以提高效率。

④对半成品和成品存储区进行严格区分,B1为半成品存储区,B2为成品存储区。
⑤整个车间为独立使用,不需要与其它公司共用行车。
3、优化后的布局图
基于图5及搬迁后新厂房的平面结构和修正因素,为提高效率,原工装夹具区拆分为H1和H2两个作业单元。同时考虑物料的流动符合产品制作工艺的需求,整理后新厂房的平面布局如图7所示。





楼主最近还看过
- ABB机器人功能选项添加
 [377]
[377] - 富士电机ACE系列变频器OC3故...[390]
- 富士电机变频器pbf 充电电路...[1181]
- ABB变频器F0016[434]
- s7-200_SMART_系统手册[452]
- 富士变频器显示“LU”欠电压故...[1864]
- Delta机器人[450]
- 教你怎样看电气原理图[2013]
- DNC70,DNC80,DNC880,DNC880S...[1606]
- 如何在wincc 7.0上显示设备的...[2591]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
