DRQFN、MQFN焊接品质全面提升分享 点击:243 | 回复:0

随着电子元器件的不断发展,底部焊端的元件越来越普及,DRQFN、MQFN便是其中两种比较典型的底部焊端的元件。下面先让大家认识DRQFN,MQFN,具体请见图1(焊接端子都处于元件底部)。
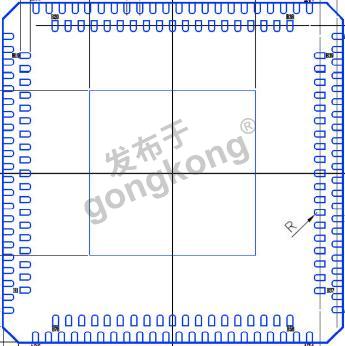
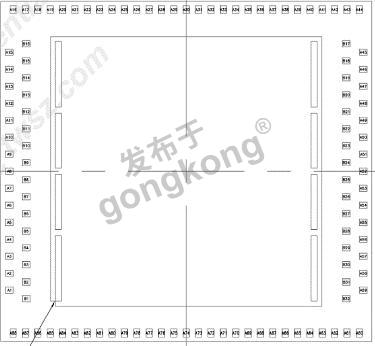
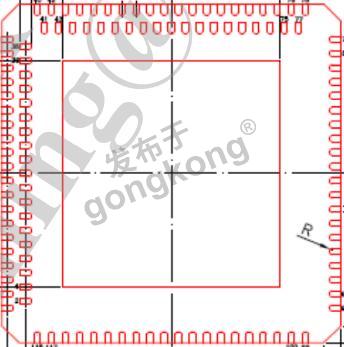
图1
DRQFN,MQFN常见焊接问题列举,请见图2-7。
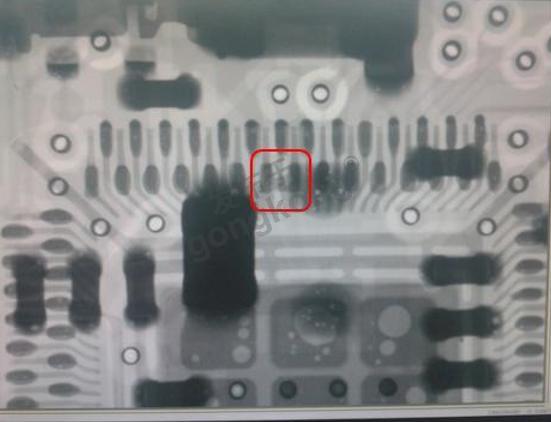
图2(内排SMD焊盘连锡)
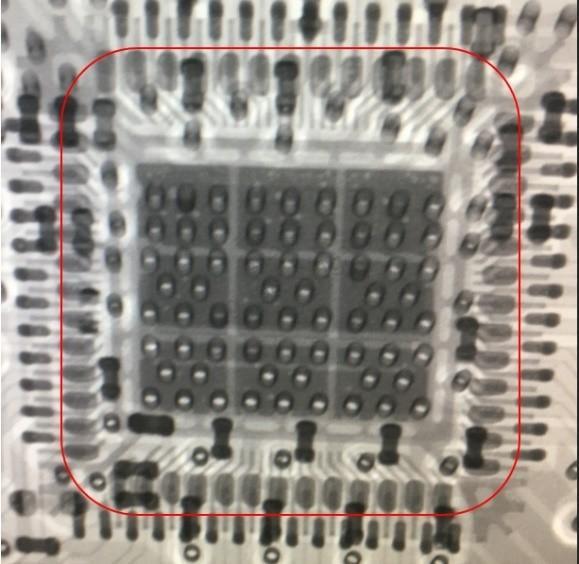
图3(内排焊点过宽)
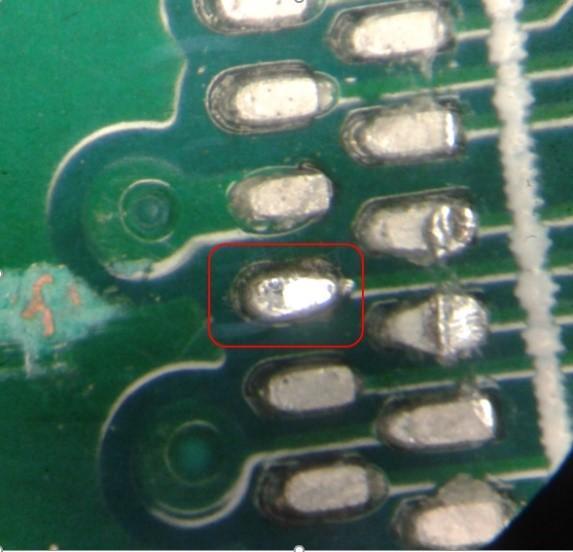
图4(枕头状焊点)
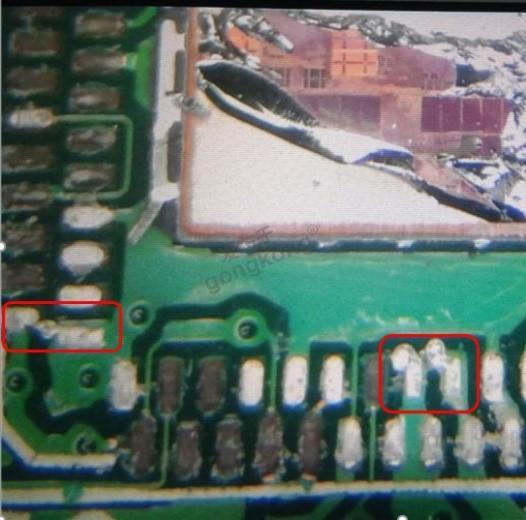
图5(SMD焊盘焊锡溢流)
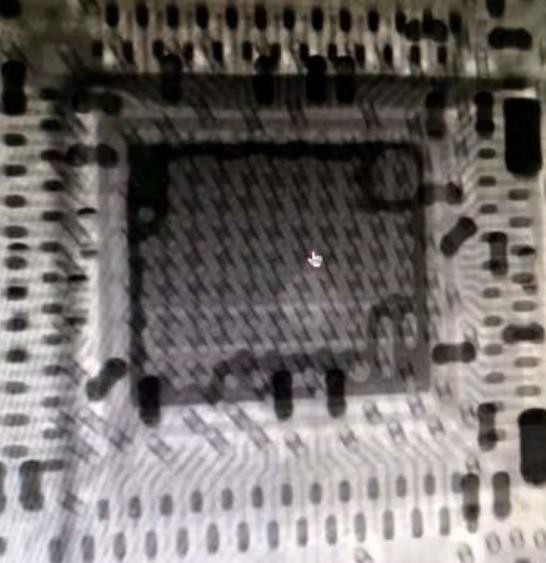
图6(接地超大气泡)
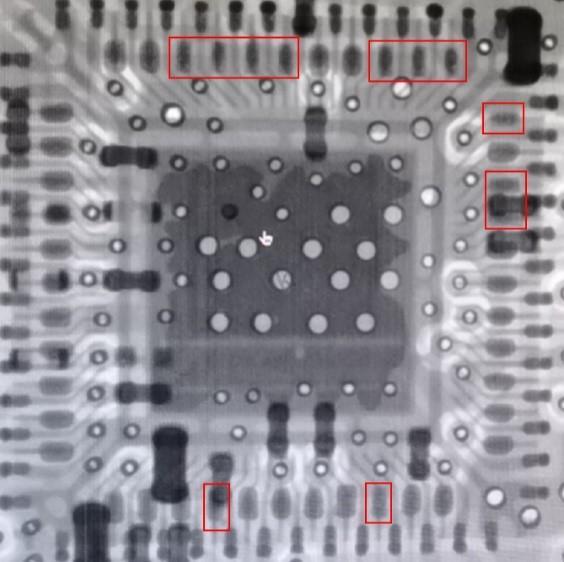
图7(内排SMD焊盘焊锡溢流)
以上图2-7只是列举了部分焊接问题,实际上DRQFN、MQFN的焊接问题远不止这些,真可谓五花八门,是行业里一大难题!
如何确保DRQFN、MQFN可靠焊接呢?推荐使用望友DFM可制造性设计分析软件。在此向大家分享从源头解决问题的方法,希望对大家有所帮助。
一、器件布局:
DRQFN、MQFN尽量布局在PCBA热变形较小的位置,如此可从源头减小热变形,具体参考图8。如果实在无法保证,建议增加板厚或提高PCB板材Tg值,并在试产时严格验证PCBA热变形量。
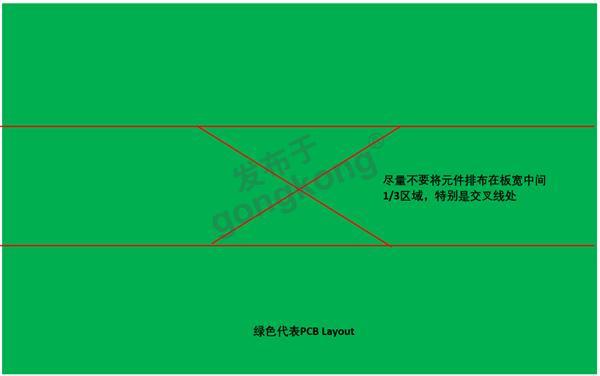
图8
二、焊盘设计:
在此仅列举DRQFN焊盘设计方案,MQFN可参考。具体请参考图9-10(大焊盘设计,钢网开口相应缩小,可从源头改善钢网开口面积比,确保印刷时稳定下锡)。
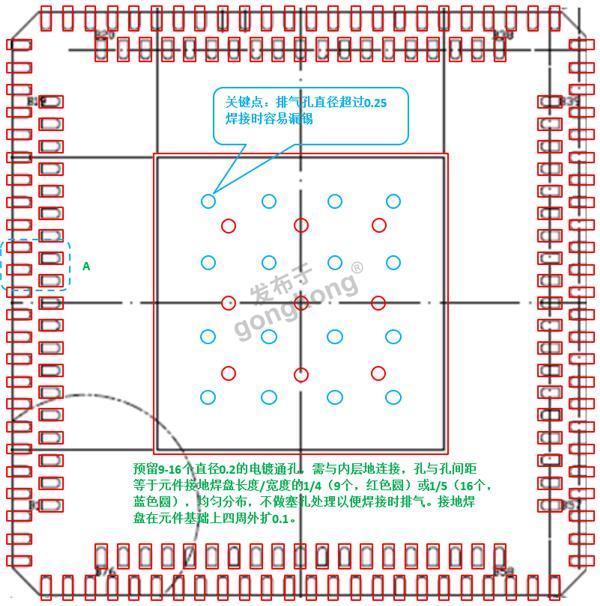
图9
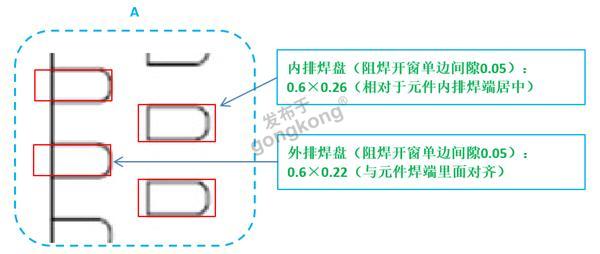
图10
三、PCB走线(参考图11):
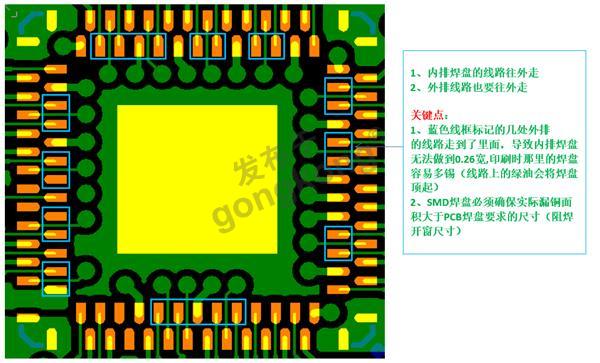
四、钢网开口(参考图12):
接地焊盘开口适当避开排气孔(也可不避),确保内排焊盘焊接宽度大于钢网开口宽度可预防假焊;确保内排焊盘焊接宽度小于焊盘宽度可预防连锡、SMD焊盘焊锡溢流(较宽的焊盘可以承载较多焊锡,可预防连锡)。
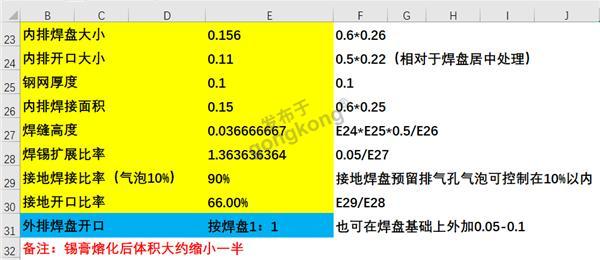
图12
五、炉温建议:
DRQFN、MQFN元件焊接端子都比较小,建议炉温适当降低预热时间及温度,预留较多助焊剂活性给焊接段;炉温峰值温度不要超过,焊接时间控制在60-80秒,降温速率不要超过2.5°/秒。图13炉温设置供大家调试参考:
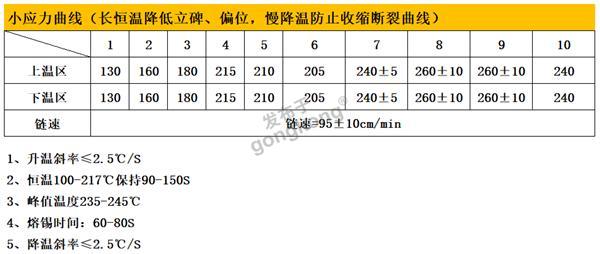
图13
本人作者:上海望友信息科技有限公司李争刚。





楼主最近还看过
- 编码器Z相信号作为原点
 [1211]
[1211] - ERP是什么意思?ERP对企业有哪...[1365]
- 深度探讨:工业软件是开起制造...[698]
- IMS-WMS系统流程,你知道多少...[1340]
- PCB板上电就不短路了[1027]
- 城市智慧停车解决方案[1038]
- RPA干货丨详解RPA的设计与构...[725]
- 图说智能——BOE(京东方)发布2...[1125]
- 所图甚大的TSN[1][798]
- 这个3D打印煎饼机真的值得买...[2683]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
