求大佬看下这个题目的程序怎么写 点击:1475 | 回复:23






楼主最近还看过




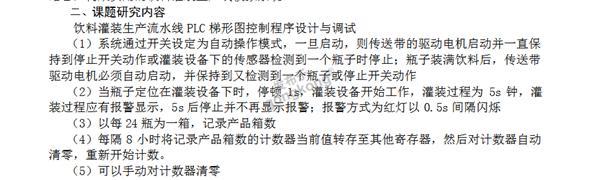
如果作为一个新手,此程序算得上还是可以的,但是如果你告诉他们你之前干调试,用过PLC很长时间,那么这个程序肯定就不入流了,这个只能算是入门水平:程序很乱,虽然要求只是灌装上已经简化掉的一小段步骤,但是还算比较完整,能当个小项目运行,你这个只是看起来还行,注意,是看起来,一旦放设备上真正运行,肯定有问题;之所以乱,是你没有把里面工艺部分分成逻辑块,一个功能一部分,只是根据要求,简单的逻辑堆积,对于Mini小设备还行,一旦对于大线,按照你这么写下去,一旦出现什么问题,想查错误,都没法下手,让别人更没法接手,总结一下,就是逻辑性太差,没细化,可调试性和可交接性都不行,不知道是不是受你之前调试程序影响原因;还有就是,这是只给了你几个点,如果到几百上千点时候,现场控制点更改和增减就是常事了,这个你考虑过怎么快速修改吗?按照你这个,点数一旦上百,别人可能花十几分钟就搞定,按照你这个,没个半天功夫弄不完,而且一旦错了,查都查不出来
看你发的图应该是三菱系列的PLC,可能是一直搞维护,各家PLC有哪些优缺点自己也是不太清楚。给你一个链接看看高手们都是怎么写程序的http://bbs.gongkong.com/D/201805/757632/757632_1.shtml。功能化、模块化,建议楼主了解一下西门子1200、欧姆龙cj2m系列PLC的编程(这里只是建议),各有千秋。我之前也是搞维护的,后来跳槽一家公司,自己做程序,完全是自己摸爬滚打,边写边总结,中间编写过一次信捷xd系列plc控制的一台120工位的设备,程序原理很简单,但是120工位一毛一样的工艺流程,前期写好了,结果领导说要加一个功能,结果我懵b了,一个工位增加2个参数,涉及的变量寄存器多大六七个,再乘以120倍,我的个神。。。。当时是没办法,买的设备到期了,硬件有,只有硬着头皮自己编程序了。还有就是当时道行很浅,也不知道还有其它PLC可以模块化编程。后来知道了,也在向这方面不断学习。






- (已结贴)工控PLC擂台第84期-...
 [9714]
[9714] - 高手们可否遇到同样的问题,伺...[16097]
- 一欧姆龙plc的ERR灯亮了,如何...[9620]
- 去年帮人做的项目4000块[12439]
- 什么是软件PLC[11225]
- PLC的模拟量模块怎么接电阻远...[8598]
- 我有一个电气工程要外包,谁能...[9605]
- 分享自己的一点小发现和经验...[10127]
- PLC编程经验之二--双线圈输出...[14328]
- plc程序怎么做配方[8478]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
