YAMAHA四轴机械手常用指令笔记-托盘&运动指令 点击:582 | 回复:2

YAMAHA四轴机械手常用指令笔记-托盘&运动指令
YAMAHA四轴机械手常用指令笔记-托盘&运动指令
这次笔记主要介绍托盘模式和门字移动指令
1. 托盘模式指令

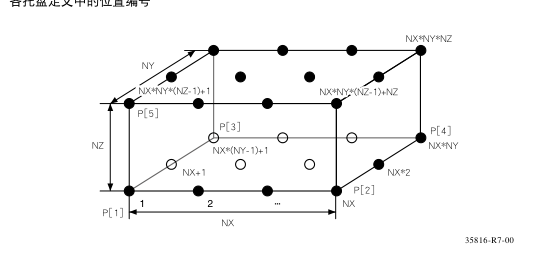
1.0 托盘模式,如上图所示,XY为平面方向(YZ,ZX分别为3D的其他面),PLP为设定的4个角的点位首位地址(比如设置100,就是从从P100开始的四个点坐标),如下图,P1P2P3P4,NX就是设定P1P2之间的数量,NY就是P1P3之间的数量,NZ就是层数
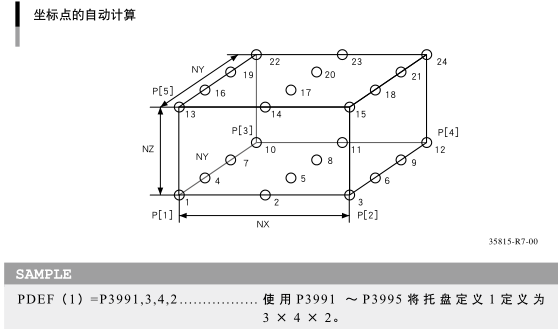
1.1 设置好托盘模式,以及示教好4个点P1P2P3P4的坐标,下面要执行具体点位的话,就要用到下面的指令
PMOVE (1, 16) ............................. 主机器人轴从当前位置向托盘定义编号 1 的托盘位置编号 16 中指定的位置移动
PMOVE (1, A%) 整数A%自加1,这样就能顺序放了,或者这个位置由上位机控制,出现异常的话,就能实时变化放置位置了,到这里整个托盘模式的指令就差不多了
2. 门字形走位指令MOVE,P,P1,Z=0
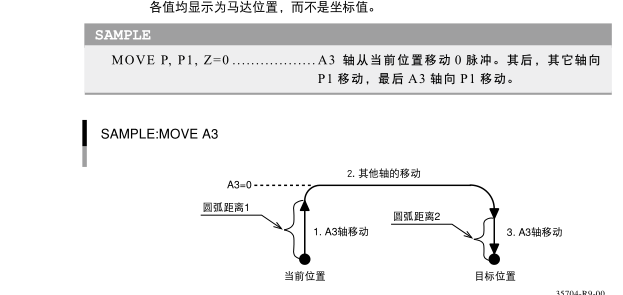
2.0 MOVE P,P1,Z=0,
从当前位置先移动到Z的赋值,这里为0,就是A3的Z轴先走到0,然后移动到P1点的XY,最后是P1的Z轴点位,起来的话可以再用一个MOVE P,P2,Z=0,可以用于直上直下的门字形动作了,
一般来说,用MOVE的PTP移动会比圆弧运动快,圆弧运动会比直线运动块,MOVE还能自动切换左右手系统,但是当切换左右手的时候会有明显的停顿,所有尽量不要用双手,
2.1 HALT
HALT停止程序并复位程序,一般用于整个程序结束时,如果没有GOTO或HALT会报错,不过用GOTO的比较多一点,作用跟GOTO差不多,实例如下
SAMPLE
’ MAIN ROUTINE
*ST:
MOVE P, P0, P1
IF DI (20) = 1 THEN
GOTO *FIN
ENDIF
GOTO *ST
*FIN:
HALT "PROGRAM FIN"
在进行 MOVE、DRIVE 移动命令的 PTP 移动过程中,如果进入了 OUT 有效位置范围内,将执行下一行的命令。
因此,如果在 PTP 移动命令的后面紧接着 HALT 命令时,在轴到达目标位置的公差范围内之前,将执行 HALT 命令。
同样地,MOVE 命令的插补移动由于在移动开始后立即执行下一个命令,如果在 MOVE 的插补移动命令后面紧接着 HALT 命令,则将在移动开始后立即执行 HALT 命令。在任意一种情况下,如果在轴到达目标位置的公差范围内后要执行 HALT 命令时,请使用 WAITARM(等待轴到位指令)。
2.2 HOLD 暂停指令
当执行到这个语句时,程序在下一句开始前暂停,如果上一句是执行MOVE,也会暂停
2.3 DRIVEI 单轴移动指令
单轴独立运动,DRIVEI (1, 10000), STOPON DI (20) =1................................ 第 1 轴从当前位置向 +10000 脉冲位置移动,如果中途 DI (20) =1 的条件成立,则停止移动并执行下一个步骤。
3. 安全区域设定
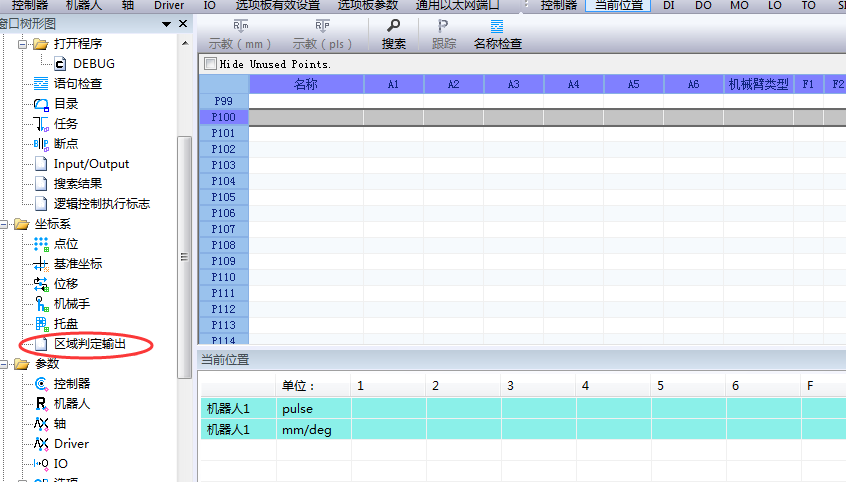
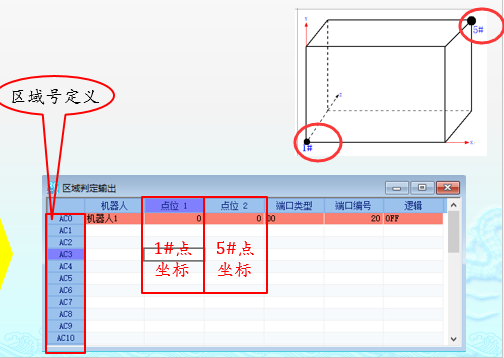
如上图,双击区域判定输出,AC0为区域号,设定两个对角点,设置端口类型D0,端口编号20,逻辑是输出ON/OFF,然后利用IF比较指令,比较坐标即可实现安全区域判定





楼主最近还看过

- 三菱PLC系统的故障排雷技巧
 [8333]
[8333] - 》》图库是组态王10倍的大众组...[3107]
- 谈一谈电力组态软件.[5398]
- wincc 函数求助[3041]
- 创联天工推出天工组态5.5通用...[3167]
- 版主关于:国产PLC及编程软件...[9570]
- 求助 WINCC中报警记录不能显...[5878]
- 搞工控的交朋友![2659]
- 请教:工控机经常自动重启原因...[2103]
- 网络培训教程免费下载(mcgs ...[3084]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
