ABB机器人伺服枪磨损补偿说明 点击:2432 | 回复:5

ABB机器人修磨补偿说明
ABB修磨补偿有两种方式,一种不打板,一种打板。
一、不打板方式
1)设定参考工具坐标系程序
ReCalcTCP;
ReCalcTcp gun1\Reference,ref_tool1;
tool:=ref_tool1;
此指令中的ref_tool1即为tooldata中的参考坐标系,此程序在第一次使用设备时已执行,以后正常情况下不用再次执行,修磨补偿都是以此工具坐标系为参考,根据所测量的修磨量自动进行数据更改。除非因再调教、更换电机或将新的电极杆、电极臂(并且要使用新电极帽)安装到焊钳上或机器人丢轴重校后导致需要重新修改工具坐标系时需要再次执行。注意:更改工具坐标系不仅要更改当前工作着的工具坐标系(例程中的tool1)也要更改参考工具坐标系(例程中的ref_tool1),否则在执行更换电极帽补偿程序后,坐标系会更新成ref_tool1中的数据而导致撞枪。
2)更换电极帽后的补偿程序
Calibrate gun1\TipChange;
ReCalcTCP gun1\TipChange,tool1;
3)修磨后的补偿程序
Calibrate gun1\TipWear;(测量固定电极磨损量和总磨损量,按照设定值一般为50%进行分配)
RecalcTCP gun1\TipWear,tool1;(更新TCP值,即tool1中的值)
二、打板方式
1)设定参考工具坐标系程序
MoveJ p1,v1000,z50,ref_tool1;
MeasureWearl p2,v1000,gun1\refrence,ref_tool1;
tool:=ref_tool1;
MoveL p1,v1000,z50,tool1;
Calibrate,gun1\Tipchg;
2)更换电极帽后的补偿程序
MoveJ p1,v1000,z50,tool1;
MeasureWearL p2,v1000,gun1\TipChange,tool1;
MoveL p1,v1000,z5,tool1;
Calibrate,gun1\Tipchg;
3)修磨后的补偿程序
MoveJ p1,v1000,z50,tool1;
MeasureWearL,p2,v1000,gun1\TipWear,tool1;
MoveL p1,v1000,z50,tool1;
Calibrate,gun1\TipWear;
注意MeasureWearL的示教位置离标定板一般为5~10mm,如下图:

三、通过更改工具坐标系实现快速修正所有焊点位置的方法
以例程中的坐标系为例,在确保是新电极帽的情况下,先更改tool1坐标系,找到正确的焊点即修磨点位置,然后将此tool1的x/y/z值更改到ref_tool1中的x/y/z值,注意此x/y/z方向不代表工具坐标系实际x/y/z方向,而是工具坐标系相对于六轴法兰中心坐标系的方向,如下图:
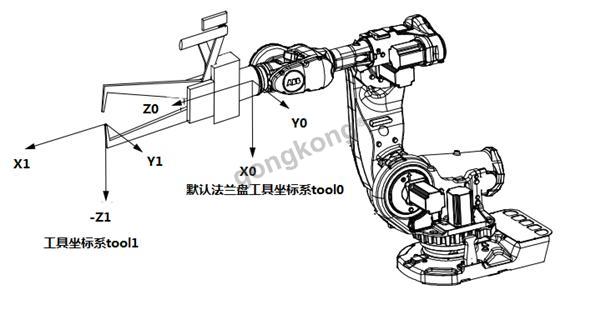
然后执行一次设定参考程序,将参考坐标系更新即可。








- ABB 焊接机器人 起始点寻位 ...
 [3679]
[3679] - 人工智能3大流派的优缺点浅谈...[6568]
- 需要WorkVisual_V6.0.14软件...[2036]
- KUKA如何做外部自动选择程序[1164]
- ABB机器人ROBOTSTUDIO中轨迹...[1338]
- ABB机器人任务切换[854]
- 发一个自己做的六轴机器人软...[2837]
- 川崎机器人资料[1211]
- 库卡krc4compactX11安全接口[2741]
- 安川梯形图编辑[2675]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
