如何优化中温无铅锡膏的回流时间? 点击:152 | 回复:0

中温无铅锡膏的熔点介于低温无铅锡膏和高温无铅锡膏之间。对于需要多次回流封装的厂家,中温锡膏的熔点在210多摄氏度左右,能够适用于多次回流中的第一次回流。锡银铜305 (SAC305)无铅锡膏的熔点为217℃,在不极端的条件下比SnPb具有更好的抗热疲劳性能,因此得到了广泛使用。但是SAC锡膏在回流过程会生成金属间化合物并影响焊点机械强度,因此为了保证良好的可靠性,需要对SAC锡膏回流做出优化。
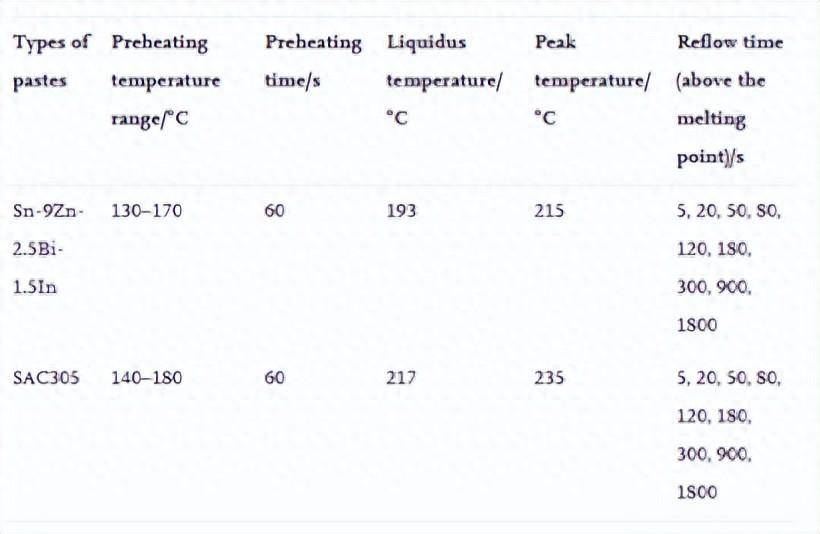
为了找出最合适的回流时间,需要完成一系列的实验。比如Gong等人(2021)使用SAC305锡膏采取不同回流时间对铜片进行焊接后,将焊点机械强度进行对比。并与SnZn9Bi2.5In1.5进行了比较。下表罗列了回流实验的参数。机械强度实验以100μm/s的推力速度在基板上方150μm的高度水平移动,直到铜片剥落。
表1. 回流实验参数。
结论
SAC305无铅锡膏回流焊接会出现持续的Cu6n5生长。随着回流时间(熔点之上)的增加到50s,焊点开始出现Cu3Sn层并且不断的长大,并且后续都出现不同程度的空洞(红色圆圈)。金属间化合物生成的机制主要是金属成分扩散和界面反应。在回流过程中,Cu向焊料的溶解并发生界面反应。由于高生长速率,Cu6Sn5晶粒呈不规则扇形生长。随着回流时间的增加和Cu原子沿晶界扩散,Cu6Sn5晶粒不断生长。Cu6Sn5又会和Cu反应生成Cu3Sn。焊料层中的Ag3Sn对可靠性基本没有影响,反而其微小颗粒能够起到细化晶粒的作用并增强可靠性。
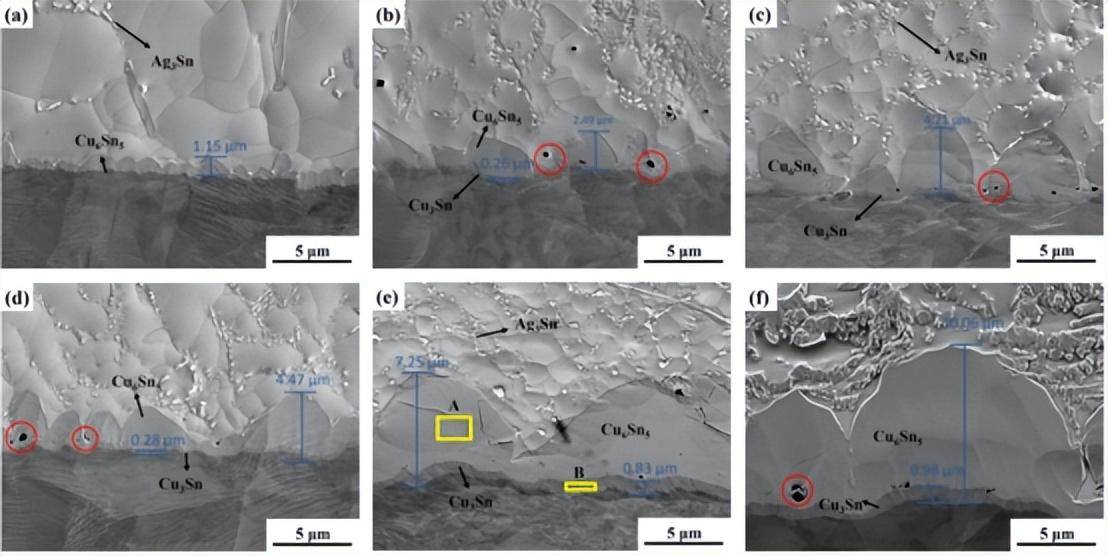
图1. 无铅焊点金属化合物层的变化。回流时间: (a)5s, (b)50s, (c)80s, (d)120s, (e)900s, (f)1800s。
如图2所示,当回流时间(熔点之上)控制在50-120秒的时候,SAC305焊点的剪切强度较高。尽管回流时间为180s的时候剪切强度略有上升,但随着回流时间进一步增加,强度断崖式下跌。因此,SAC305锡膏推荐的回流时间大致在50-120秒左右。SnZn9Bi2.5In1.5锡膏具有比SAC305锡膏更优秀的剪切强度,但是仍未普及使用,仅作为对照组。

图2. 剪切强度对比。
深圳市福英达工业技术有限公司是一家全球领先的微电子与半导体封装材料方案提供商。福英达中温锡膏SAC305等产品润湿效果好,粉末颗粒均匀,焊后可靠性强。欢迎进入官网了解更多信息。
参考文献
Gong, S.L., Chen, G.Q., Qu, S.T., Ren, A.S., Duk, V., Shi, Q.Y. & Zhang, G. (2021). “Shear strength and fracture analysis of Sn-9Zn-2.5Bi-1.5In and Sn-3.0Ag-0.5Cu pastes with Cu-substrate joints under different reflow times”, Microelectronics Reliability, vol.127.





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
