吉辅企业刀库售服中心发布 点击:154 | 回复:1

镗铣床吉辅刀库中国售后服务中心
吉辅公司成立至今已逾40年,在台湾取得ISO 9000质量管理认证及实施生产管理系统GFPS( Gifu Production System 吉辅生产管理系统)的刀库及角度头制造商。公司重视人文气息、积极创新研发,近年来陆续获得「经济部SBIR研发成果奖」、「绩优中小企业金手奖」、「台湾银质奖」、「国家品牌玉山奖」、「2015年台北工具机研究发展创新产品竞赛关键零组件类佳作」…等,不论企业形象或产品质量,均为业界标竿。由于吉辅公司在中国大型与客制化刀库市场占有率高达90%以上,如沈阳机床集团、昆明机床、济南二机床集团、海天精工、北京机床厂…等大厂,皆是主要的客户,不仅奠定吉辅公司在中国市场的地位,更凸显吉辅公司为刀库及角度头的者。 其国内服务中心深圳市恒昌荣机电设备有限公司,更是在客户开发维护,售后技术支持,部件仓储中心提供了的服务。深的广大客户的好评。
 数控机床的换刀装置,通常由刀库和换刀机构组成,有些应用机械手臂换刀,有些换刀方式并不需要机械手臂,刀库的形式和摆放位置也不一样。为了适合高速运动的需要,高速工具机在结构上已和传统的工具机不同。以刀具运动进给为主,减小运动工件的质量,已成为高速工具机设计的主流。因此,设计换刀装置时,要充分考虑到高速工具机的结构特征。
数控机床的换刀装置,通常由刀库和换刀机构组成,有些应用机械手臂换刀,有些换刀方式并不需要机械手臂,刀库的形式和摆放位置也不一样。为了适合高速运动的需要,高速工具机在结构上已和传统的工具机不同。以刀具运动进给为主,减小运动工件的质量,已成为高速工具机设计的主流。因此,设计换刀装置时,要充分考虑到高速工具机的结构特征。
(2)提高换刀速度的主要技术方法适合于工具机的快速自动换刀技术主要有以下几个方面:在传统自动换刀装置的基础上提高动作速度,或采用动作速度的机构和驱动元件。例如,机械凸轮结构的换刀速度液压和气动结构。根据高速工具机的结构特点设计刀库和换刀装置的形式和位置。例如,传统工具机的刀库和换刀装置多装在立柱一侧,在高速工具机则多为立柱移动的进给方式,为减轻运动件质量,刀库和换刀装置不宜再装在立柱上。采用新方法进行刀具快速交换,不用刀库和机械手方式,而改用其它方式换刀。例如不用换刀,用换主轴的方法。使用适合于高速工具机的刀柄。如HSK刀柄质量轻,装卸刀具的行程短,可以使自动换刀装置的速度提高。快速自动换刀装置采用HSK空心短锥柄刀是发展的趋势。1.2课题设计方案的选择和设计手段I设计方案选择刀库是刀具交换系统的一部分,加工中心的刀具交换系统也称为自动换刀装置(ATC),它通常是由刀库和机械手组成。自动换刀装置是加工中心不可缺少的组成部分,也是加工中心的象征,又是加工中心成败的关键。加工中心有立式、卧式、龙门式几种,所以这些机床的刀库和自动换刀装置也是各种各样。
加工中心上的刀库类型有鼓轮式刀库,链式刀库,格子箱式刀库和直线刀库等。
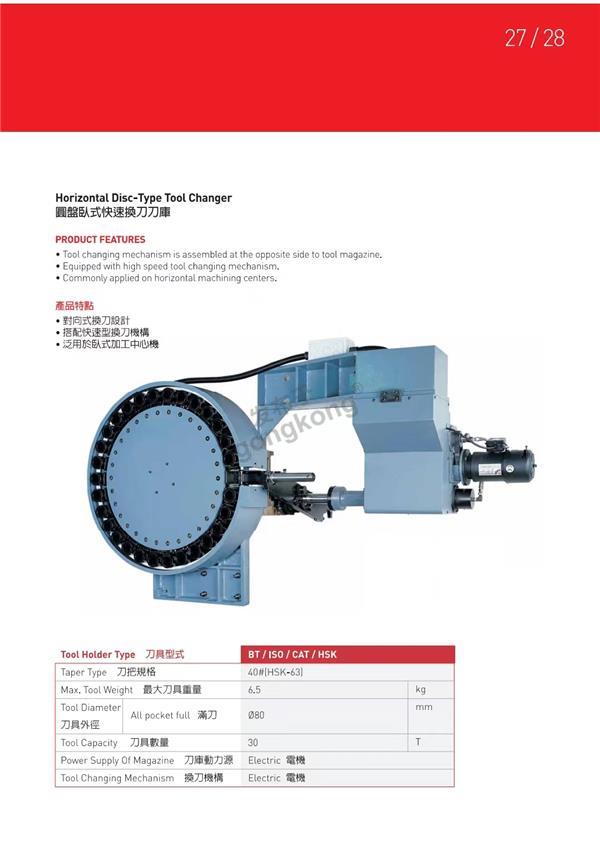
(1)鼓轮式刀库:应用较广,这种刀库的结构紧凑,但因刀具单环排列、定向利用率低,大容量刀库的外径较大,转动惯量大,选刀时运动时间长。因此这种刀库的容量较小,一般不超过32把刀具。
(2)链式刀具容量较大,当采用多环链式刀库时,刀库的外形较紧凑,占用空间小,适合用于做大容量刀库。在增加存储刀具数目时,可增加链条的长度,而不增加链轮直径,因此,链轮的圆周速度不会增加,且刀库的运动惯量不像鼓轮式刀库增加的那么多。
(3)格子箱式刀库刀库容量大,结构紧凑,空间利用率高,但布局不灵活,通常将刀库安放于工作台上。有时甚至在使用一侧的刀具时,更换另一侧的刀座板。
(4)直线式刀库结构简单,刀库容量较小,一般用于数控车床,数控钻床,个别加工中心也有采用。结合所给题目,初步决定采用链式刀库换刀方案。
1.3刀库系统的发展趋势近年来刀库的发展俨然已其为装备的角色,在特有的技术领域中发展出符合工具机、能、高可靠度及多任务复合等概念产品,多样化产品,左右工具机在生产效能及产品精度的表现。刀库的容量、布局,针对不同的工具机,形式也有所不同。
根据刀库的容量、外型和取刀的方式可大概分为斗笠式刀库、圆盘式刀库、链条式刀库。
其发展趋势为:
(1)能的产品 发展符合高荷重、高容量、高速化概念的刀库产品。
(2)轻量化、低成本的产品 发展符合重量轻、成本低概念的刀库产品。1.4刀库系统的发展方向刀库系统作为自动化加工过程中所需的储刀及换刀需求的一种装置,为数控机床缩短机床非切削时间,降低劳动强度提供了必要条件,是数控机床的重要的功能部件,必将向以下几个方向发展。一方面随着主机的“单机多任务复合化”发展,刀库也必将向容量大、结构精、速度快、的方向发展,以适应主机的高转速、和强力切削的机械特性。
 此类刀库大部分为卧式刀库,有下面几个特点:
此类刀库大部分为卧式刀库,有下面几个特点:
(1) 可远距离传输。
(2) 换刀时可同步打刀,缩短换刀时间。
(3) 大容量且可扩充。
(4) 且的驱动和选刀系统。
(5) 控制系统复杂
(6) 刀具重量大。
比如适合五轴联动的立卧转换伺服刀库。而另一方面,刀库仅作为单纯的储刀仓功能存在,主轴主动抓刀的“固定地址换刀”刀库也是发展的方向之一,此时刀库好比数控系统的一个控制轴,仅有旋转定位功能,如立车刀库、转盘刀库等。尤其以40盘式刀库为代表,换刀速度和刀库重量已经成为衡量刀库性能的主要参数之一,比如,吉辅40盘式刀库的换刀速度1.1s,重量已经降到295kg。 在选材上更环保,在制作过程中减少消耗,使用过程智能、安全等也是刀库发展的方向之一。链式刀库的介绍如图1-5所示,链式刀库的结构紧凑,刀库容量较大,链环的形状可以根据机床的布局配置成各种形状,也可将换刀位以利换刀。当链式刀库需增加刀具容量时,只需增加链条的长度和支承链轮的数目,在一定范围内,无需变更线速度及惯量。这些特点也为系列刀库的设计与制造带来了很大的方便,可以满足不同使用条件。一般刀具数量在30120把时,多采用链式刀库。 换刀位置 为刀套准停精度和刀套定位刚性,链式刀库的换刀位置一般设在主动链轮上如图1-6所示,或者设在尽可能靠近主动链轮的刀套处,如图1-7所示图1-7 链式刀库换刀位置图1-6 链式刀库换刀位置链条形式 我国目前还没有厂家生产加工中心刀库链条,因而不得不用标准套筒辊子链,通过连接器把刀套固定在链条上。后文省略。










楼主最近还看过

- 污水处理中A/O工艺与SBR工艺...
 [4612]
[4612] - 为什么说“四极断路器”是个错...[5226]
- 请问接触器的线圈、主触点、辅...[5438]
- 一只按钮控制三台电机顺向启...[3212]
- 怎么设置威纶通TK6070iP的系...[15563]
- 如何做威纶通报表[2178]
- 脉冲当量的意义是什么?[20640]
- 集成商如何进行综合布线产品...[1928]
- 旋转编码器,如何在 PLC 系统...[2925]
- 找高手,谁有CRC8的校验工具啊...[2724]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
