Minitab在电子产品生产中的应用 点击:146 | 回复:0

本文论述了以Minitab为开发工具,针对某电子产品进行质量分析和控制图的绘制。质量控制图的种类很多,包括均位-极差控制图、均值-标准差控制图、单位-移动极差控制图和滑动控制图等。本文以均值-极差控制图为例进行质量控制分析。
1、绘制控制图
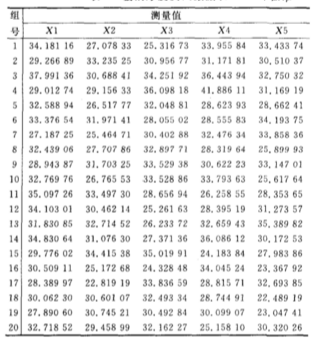
本文选取电子产品-印制电路板板面的镀铜厚度检测值进行分析,考虑到既不影响控制图精度,又不出现过多数据。随机从测试结果中抽取10个测试数据,分成5组,每组20个数据,如表1所示。
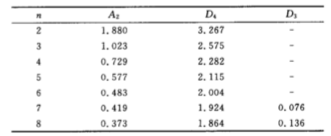
根据表2可知:取A2=0, 577,D,=2. 115.D3=0,将这些数据和参数输入到Minitab中,得到如图1所示的图形。
2、控制图的判断和分析
生产过程处于统计控制状态就是指生产过程仅受随机误差的影响,不受系统误差的干扰。产品质量满足设计要求。如果生产过程中出现系统误差时,控制图上的点就出现异常状态,或者点超出控制界线,或者点的排列出现异常,此时生产处于非统计控制状态,产品质量可能偏离了设计要求。一般来说,依据正态分布理论,满足以下规则生产处于统计控制状态,否则应对生产进行及时调整。
规则1:控制图上点超界为准,即:
①连续25点中没有1点在控制界线外:
②连续35点中最多有1点在控制界线外;
③连续10点中服多有2点在控制界线外。
规则2:控制图上点排列为准,即无以下现象:
①连续7点或更多点在中心线一侧;
②连续7点上升或下降;
③连续11点有至少10点在中心线一侧;
④连续14点有至少12点在中心线一侧;
⑤连续17点有至少14点在中心线一侧;
⑥连续20点有至少16点在中心线一侧;
⑦点发生周期性波动。
对控制图的判断分析就是依据以上条件,根据绘制控制图时取得的统计数据,判断控制图中的点是否出现不满足以上条件的异常情况。如有异常情况出现,则给出异常产生的样本范围和异常类型,此时的生产处于非统计控制状态,应及时进行调整。调整的方法依据生产条件的不同而不同。Minitab在分析数据后并没有显示“检验失败”的誉告,再根据以上控制图可判断该工序过程处于受控状态。





楼主最近还看过
- 房地产行业:如何向丰田学习成...
 [724]
[724] - 东莞农化六西格玛黑带项目选...[563]
- 优秀班组长工作的3大技巧【工...[521]
- 高层管理者在六西格玛培训导...[576]
- 管理进阶必读:六西格玛管理方...[669]
- 请问营销E院能在那些方面帮助...[557]
- 杭州知名服装厂基于六西格玛...[483]
- 精益管理之FEMA小组会议流程...[776]
- SPC软件以全新的技术保障食品...[504]
- 东莞机械工厂导入精益生产管...[1304]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
