求助流水线多台CP1通信以及编程 点击:721 | 回复:8

发表于:2019-06-22 12:57:53
楼主
30分-未结帖
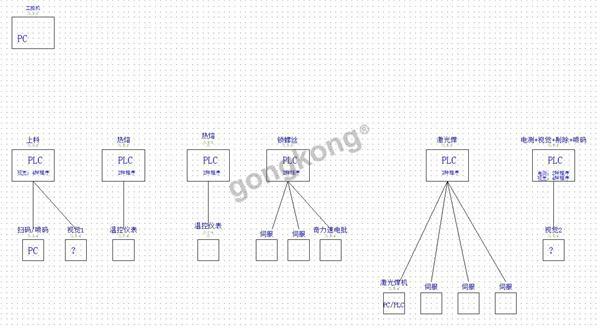
要做一个流水线,大致如上图,一个6个工位,6个PLC,还有一个工控机做追溯系统,也就是记录工件在每个加工工位时的各个参数信息。要求①工控机与6个PLC通信读取参数数据。②6个PLC之间也做上通信,③而且6个工位可以单独把除了第一工位外拿出来而不影响系统使用。PLC用欧姆龙CP1系列:
上料工位PLC:未选
热熔1PLC:CP1E-N40S1DR-A
热熔2PLC:CP1E-N40S1DR-A
锁螺丝PLC:CP1H-X40DT-D+CP1W-CIF11
激光焊PLC:CP1H-X40DT-D+CP1W-CIF11
电测PLC:CP1E-N60S1DR-A
(一)请问这个系统怎么做通信呢?最开始我想的是几个PLC之间做PC LINK,然后主站再与上位机通信,这样所有设备之间就都可以通信了,但是后来发现,如果把中间某个工位拿走的话,那么剩下的5个PLC的PL LINK可能地址就变了,PC LINK用的CIO数据区也变了,这样的话就影响到剩余工位的正常工作了。
(二)在第一个上料工位中还有视觉检测功能,如果当前工件检测不合格的话,在后续工位就不加工直接通过,走到剔除位置后直接推出设备。这样的程序要怎么写呢,因为是连续上料的,不是那种等这个工件所有都加工完才放下一个的,下边是传送带,在每个工位前边和加工位置都有阻挡器,在每个工位前都有工件堆积,比如第N个工件检测不合格,但是当前热熔1区的加工工件为N-5,锁螺丝当前加工工件为N-8,激光焊当前加工工件为N-13。后续工位怎么可以知道当前的工件是合格的还是不合格的呢,因为CP1E系列的PLC没有堆栈指令,所以要用其他方法了,麻烦说的详细一些,这个一点头绪都没有。
主要问题就是以上的两个,请大神们帮帮忙,多谢!!








热门招聘
相关主题
- 你最常用的PLC是什么品牌的?...
 [17404]
[17404] - PLC解密的误区及看法[30286]
- 我们的国产PLC[9429]
- 三菱PLC"超过编辑范围",怎么...[14819]
- 6台泵自动轮换问题[10636]
- PLC设计抢答器梯形图[20818]
- 学习PLC必备的前提条件[11268]
- 如何上传永宏PLC程序到计算机...[13041]
- 空气开关上的C3 D6是什么意思...[8166]
- 这个就是典型的会用温控表做...[8836]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
