MCC-425 协议转换网关:打通制冷机组与 CAN 控制器数据链路 点击:7 | 回复:0

发表于:2026-05-12 13:39:43
楼主
背景
在工业精密温控领域,制冷机组的运行参数(如温度、压力、流量)直接决定了工艺流程的稳定性。为了实现生产现场的数字化管理,必须将分布在各工位的制冷机组数据实时汇聚至中控室,以便上位机进行统一监控与逻辑调度 。
项目挑战
在系统集成过程中,该项目面临以下技术瓶颈:
通讯协议失配:现场制冷机组配套的仪器仪表数据集中在 PLC 中,仅支持 Modbus RTU 协议;而上位机中控室采用 CAN 总线协议,两者无法直接进行数据交换 。
严苛的环境干扰:制冷机房内大功率设备密布,产生的电磁干扰影响通讯链路的稳定性,对数据传输的抗干扰能力提出了要求 。

解决方案
经过技术评估,项目选用 MCC-425 协议转换网关作为连接制冷机组与CAN控制器的通讯桥梁
跨协议组网:网关作为 Modbus 主站连接制冷机中的PLC,同时作为 CAN 节点接入CAN控制器,成功实现 Modbus RTU 到 CAN 的双向数据转换
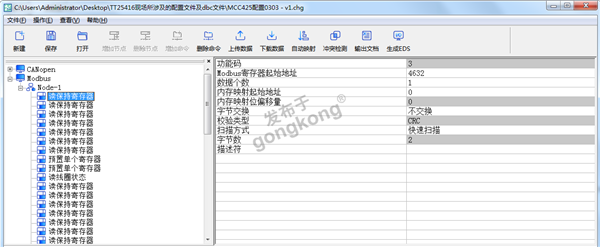
简单易用:配备专用配置软件 CM-123,支持快速配置与数据自动映射;CAN 控制器可直接导入 DBC 文件,快速完成与网关的通讯配置;结合网络自动管理功能,真正实现上电即用、高效部署
稳定数据链路:依托网关的高可靠性固件与抗干扰设计,保障了出口温度、压力、流量等核心参数的实时上传,为系统提供了精准的数据支撑
现场控制柜内实景
CM-123 配置软件提供直观图形化操作界面,快速完成Modbus通讯参数(波特率、数据位、校验方式、从站站号)及寄存器地址等设置
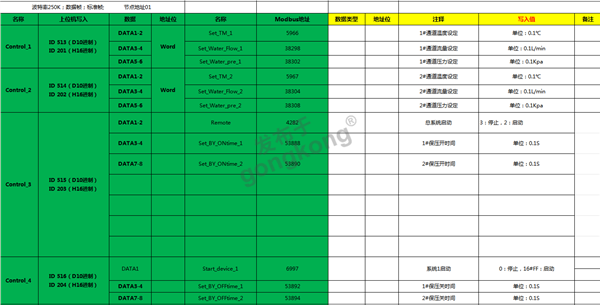
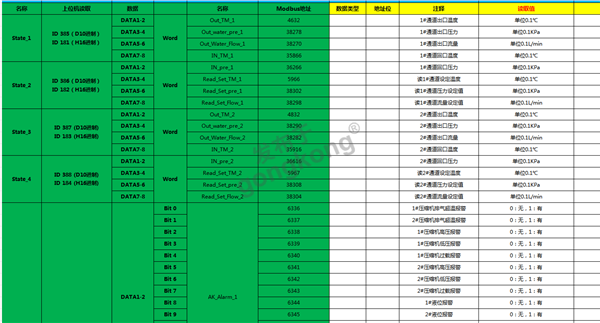
网关完成数据采集与协议转换后,将数据统一推送上位机。上位机监控画面可实时展示温度、压力、流量等信息






热门招聘
相关主题

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
