从60%到95%:一家设备商如何打破模组线自动化天花板 点击:58 | 回复:0

在新能源行业跑马圈地的这几年,大家聊得最多的是产能、良率、交付。但有一个指标,听起来没那么性感,却直接决定了企业能不能在价格战的泥潭里活下来——那就是产线自动化率。
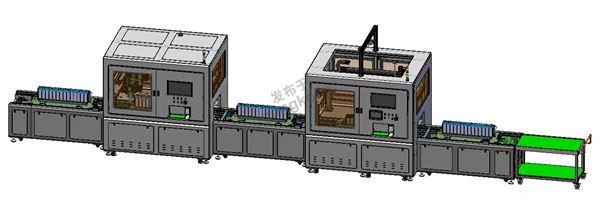
最近我翻到一家深圳设备商“嘉洛智能”的宣传册,里面有个数字引起了我的注意:他们的方壳自动模组PACK线,整线效率能做到12-15PPM。如果只看这个数字,可能觉得没什么,行业内做到这个水平的也不止一家。但往下看细节,你会发现这条线从电芯上料、测高、OCV检测分选、自动翻转配对、贴胶、自动堆叠挤压、极性检测寻址、激光清洗、铝排焊接到PACK组装,几乎全部由设备自动完成,人工干预的节点被压缩到了极致。
我粗略估算了一下,这条线的自动化率至少在95%以上。
说实话,在模组PACK这个环节,能把自动化率做到95%的,行业内掰着手指头都能数过来。大部分企业的现状是什么?是60%到70%的自动化率,中间大量依赖人工翻转、人工贴胶、人工检测。不是大家不想提,是真的太难了。

那嘉洛智能是怎么做到的?我花了点时间,把他们的技术方案和行业通用做法做了个对比,发现几个关键点值得聊聊。
难点一:电芯来料不一致,自动化设备“认不出”
先说一个扎心的事实。很多模组线之所以自动化推不下去,不是因为设备不够好,而是因为电芯来料本身就不一致。
同一批出厂的方壳电芯,高度差个一两毫米是常事。人工做的时候无所谓,肉眼看不出来,手一按就过去了。但自动化设备不行,传感器一测,高度超差就直接报警停机。产线动不动就停,操作员天天跑来处理异常,最后大家得出结论:这玩意儿还是人工靠谱。
嘉洛智能的解法,是在线电芯分选。
他们的产线在电芯上料后,第一时间就做了测高和OCV检测,把电芯按照实际参数分选归类。注意,这不是简单的合格不合格判定,而是根据电池模组配方的要求,自动匹配最合适的电芯组合。
举个例子。一个模组需要12颗电芯串联,如果其中一颗的内阻明显偏高,整串的输出都会受限。传统做法是人工挑,或者干脆不管,赌概率。嘉洛的做法是在线实时分选,系统根据每颗电芯的实际参数,自动决定它该去哪条支路、哪个位置。
这样一来,设备不是在被动适应来料的不确定性,而是主动把不确定性消化在了前端。后端焊接、堆叠、挤压这些工序,面对的就是经过“编排”的、高度一致的半成品,自动化自然就好推了。
难点二:贴胶和翻转,看着简单做着难
模组PACK线有两个工序,特别容易被低估:一个是贴胶,一个是翻转。
贴胶难在哪?难在位置精度和一致性。电芯表面不可能绝对平整,人工贴胶可以用手抚平,遇到凹陷的地方压一压就过去了。自动化贴胶,胶辊是刚性的,遇到不平整就容易起泡、翘边,严重的还会贴歪。
翻转就更不用说了。方壳电芯一个几十公斤,人工翻转两个人配合,一天翻几百次,腰肌劳损是标配。用机械手翻转,难点不在于能不能翻过来,而在于翻的过程中不能磕碰、不能划伤、不能错位。尤其是翻完之后还要精准定位到下一个工位,稍微偏一点,后面的焊接就没法做了。
嘉洛的方案是做了两套兼容设计:自动贴胶和人工贴胶可以灵活切换,自动翻转配对和人工辅助也留了接口。
这看起来像是“留后路”,但我觉得恰恰是务实的地方。全自动不是目的,稳定量产才是目的。某些特殊型号、小批量订单,人工做可能更快、更稳,那就让人工做。大批量、标准化的订单,切到自动模式,效率拉满。
这种柔性设计,比那些“一条道走到黑”的全自动方案要聪明得多。产线不是实验室,产线是要算账的。自动化的边际效益在哪里,人工干预的最优点在哪里,这些都需要在实际生产中不断调优。嘉洛能意识到这一点,说明他们是真在一线摸爬滚打过的。

难点三:焊接质量,看不见的隐患
焊接是模组线的核心工序,也是故障率最高的环节。铝排和极柱之间的焊接,要求熔深、熔宽一致,不能有虚焊、炸点、飞溅。一旦出问题,轻则返修,重则整包报废。
很多企业在这道工序上选择半自动——人工上料、人工定位,机器只负责焊。嘉洛的做法是上了双激光头焊接系统,配合焊缝焊中检测。
双激光头的逻辑很简单:两个头同时焊,效率翻倍。但真正有价值的不是这个,而是焊中检测。
传统的焊接质量管控,是焊完之后抽检,拿去做切片、拉力测试。发现问题了,这批已经焊完了,要么全检返修,要么赌一把放行。嘉洛的焊中检测,是在焊接过程中实时监测熔池状态,一旦发现异常,立即报警并记录位置。
这意味着什么?意味着焊接不再是“开盲盒”。你可以知道每一道焊缝的质量,可以追溯每一个异常点的原因。这对于后续的工艺优化、参数调校,价值巨大。
配合极性检测寻址和激光清洗,整个焊接段的自动化率被推到了非常高的水平。电芯自动入位、极性自动识别、焊接面自动清洗、激光自动焊接、质量自动检测,一气呵成。
难点四:数据不上传,出了问题找不到原因
还有一个被很多人忽略的问题:生产数据。
很多模组线,设备都是孤岛。这台设备跑了多少产能,那台设备报警了几次,电芯的OCV数据是多少,焊接参数设了多大功率,统统没有记录,或者记录了也是纸质的,锁在柜子里没人看。
一旦出了质量事故,排查原因基本靠猜。是电芯来料问题?是焊接参数漂移?是操作员没按规程做?没有数据,就没有答案。
嘉洛的产线支持把生产参数数据上传到MES系统。这意味着每一颗电芯、每一道工序、每一个关键参数,都是可追溯的。
这个能力在平时可能感觉不到,一旦遇到客户投诉、批次召回,它就是救命稻草。你能拿出数据证明你的过程受控,客户对你的信任度完全是另一个量级。
两个不同行业的案例,印证同一个逻辑
聊完嘉洛在模组线上的具体做法,我想再举两个其他行业的案例。你会发现,从60%到95%的自动化率跃升,背后的逻辑是相通的。
第一个案例,是汽车零部件行业的某家压铸厂。
这家厂主要做新能源汽车的电机壳体。以前他们的产线自动化率大概在65%左右,瓶颈出在去毛刺和检测两个环节。压铸件出来之后,毛刺位置和大小不一致,自动去毛刺设备经常撞刀或者去不干净,只能靠人工补。检测也是,三坐标测量仪精度高但速度慢,大批量生产时根本测不过来,只能抽检。
他们后来做了一件事:在压铸机上集成了在线检测系统,每模出来之后立刻测关键尺寸,数据实时反馈给压铸机,自动调整压铸参数。同时,去毛刺工序引入了视觉引导的机器人,相机先扫一遍工件轮廓,自动生成去毛刺路径,而不是走固定程序。
结果是什么?压铸工序的尺寸一致性大幅提升,去毛刺的异常停机减少了80%,检测从抽检变成了全检,整线自动化率从65%提到了92%。
这个案例和嘉洛的逻辑如出一辙:在前端把一致性做好,后端自动化的阻力自然就小了。
第二个案例,是某家消费电子代工厂的SMT贴片线。
SMT贴片线的自动化率一直很高,但有一个环节长期依赖人工——AOI检测之后的复判。AOI设备检测出来的疑似不良点,以前都是人工拿着放大镜一个个看,判断是真不良还是误报。一条高速贴片线,一个小时产出几万颗元件,AOI报警的频率非常高,复判工位常年两三个人三班倒。
他们后来上了AI辅助复判系统,把AOI的历史检测数据和人工复判结果拿来训练模型,让系统自动学习哪些是真不良、哪些是误报。三个月之后,人工复判的工作量减少了70%,只有系统判定为“高概率不良”的才需要人来看一眼。
这个案例告诉我们,自动化率的天花板,有时候不是被硬件卡住的,而是被“人机协同”的界面卡住的。把那些重复性的、规则明确的判断工作交给算法,让人只处理真正需要经验和判断的异常,自动化率自然就上去了。
回到主题,95%的自动化率到底怎么做到的?
总结下来,嘉洛智能在模组线上实现95%的自动化率,核心做对了四件事:
第一,前端分选。不在后端被动应对来料差异,而是在前端就把电芯按照实际参数分类排布,让后端工序面对的是高度一致的材料。
第二,柔性设计。不盲目追求全自动,而是在关键工序上做自动和手动的兼容切换。大批量订单跑自动,小批量特殊订单切手动,产线的利用率和稳定性都得到了保障。
第三,过程检测。焊接、贴胶这些核心工序,不是做完再检,而是边做边检。异常第一时间发现、第一时间报警、第一时间记录,避免了批量不良的蔓延。
第四,数据上云。所有关键参数进MES系统,过程可追溯、可分析、可优化。自动化不只是替代人工,更是为了获取数据,用数据驱动持续改进。
这四点,单独拿出来看,每一点都不是什么黑科技。在线检测有人在做,柔性产线有人在做,MES系统更是遍地都是。但能把这几件事同时做好、做透、做到位,并且在一个产线上实现无缝衔接,这考验的不是技术本身,而是对生产工艺的理解深度和系统集成的能力。
嘉洛智能从2008年做到现在,在锂电池装备领域摸爬滚打了十几年。他们的优势不在于某一项技术有多超前,而在于他们知道哪些坑不用再踩,哪些弯路不用再走。
对于正在规划模组产线的企业来说,与其花大价钱去买一堆“参数很好看”的进口设备,不如先想清楚一个问题:你产线上那30%到40%的人工工序,到底是技术上实现不了自动化,还是你没想清楚该怎么实现?
很多时候,答案不在设备本身,而在设备之外——在前道的来料控制,在后道的数据闭环,在整条线的工艺逻辑。
嘉洛用他们的产线证明了一件事:模组线自动化率95%,不是遥不可及的目标。只要把该做的事做扎实,该打通的数据打通,这个天花板,是可以被捅破的。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
