Modbus TCP转Modbus RTU基于工业网关保障光伏封装产线通讯可靠性 点击:198 | 回复:0

一、项目背景:光伏组件封装生产线的通讯困境
在新能源光伏组件封装生产线中,某企业采用台达 DVP-EH3 PLC(Modbus RTU 协议)负责光伏玻璃、EVA 胶膜、电池片的叠层定位(精度 ±0.5mm),施耐德 M241 PLC(Modbus TCP 协议)管控层压(温度 150℃±2℃、压力 0.8MPa±0.05MPa)、封边、EL 检测等设备。二者需实时协同:台达 PLC 需传输组件型号、叠层完成信号、组件尺寸参数,施耐德 PLC 需反馈层压时间(15min±1min)、封边泄漏率(≤0.01kPa/min)、EL 检测合格状态,以此保障组件 25 年质保及发电效率,且需符合 IEC 61215 标准与 TÜV 莱茵认证。
但因协议不兼容无直接通讯通道,企业只能依赖操作员手动传递参数,日均因参数偏差引发 2 次生产停滞,每次需报废 12 块单块成本超 800 元的组件,单日直接损失超 9600 元。而 2025 年全球光伏组件市场规模预计超 2000 亿美元,该环节作为新能源核心工序,对工业物联网环境下数据的实时性与可靠性有严苛要求。
二、项目痛点
1. 协议异构阻断生产协同:台达 DVP-EH3 PLC 的 Modbus RTU 协议与施耐德 M241 PLC 的 Modbus TCP 协议无法直接兼容,无物联网网关中转时,叠层参数需操作员每 30 分钟从 DVP-EH3 PLC 导出后,通过 M241 PLC 编程软件手动输入,单次数据传递延迟超 25 分钟,导致叠层工序与层压工序不同步,层压温度偏差超 8℃,曾因层压温度过高导致 10 块组件 EVA 胶膜老化,报废损失超 8000 元;生产节拍从 25 分钟 / 块延长至 42 分钟 / 块,效率下降 40%。
2. 数据采集追溯断层:原有系统无专用数据采集器,叠层定位数据、层压参数、EL 检测结果等关键工艺数据仅分别存储于两台 PLC 本地(存储周期 30 天),无法自动上传至工业物联网平台,出现组件功率衰减超标时,需人工比对两台 PLC 的运行日志,追溯原因耗时超 7 小时,不符合新能源行业 “光伏组件全生命周期追溯” 的要求(如晶科、天合光能供应链标准)。
3. 工业环境适应性差:封装车间存在高温(层压设备散热)、粉尘(玻璃切割碎屑)、湿度波动(雨季湿度 60%-80%),传统 RS485 转以太网模块耐高温性能弱(仅≤60℃)、防潮等级低(IP20),日均通讯中断 1-2 次,每次中断需停机降温并重新校准层压参数,恢复耗时超 3 小时,单日减少有效生产时间约 6 小时,损失产能超 14 块光伏组件。
4. 设备负载超限引发质量风险:尝试通过第三方软件实现数据转发,导致台达 DVP-EH3 PLC CPU 负载升至 83%(频繁处理叠层定位数据转换)、施耐德 M241 PLC CPU 负载达 81%,超出安全运行阈值(PLC≤75%),引发封边密封度泄漏率超 0.05kPa/min,组件户外使用时易进水,曾导致 5 块组件功率衰减超 15%,返工成本超 6000 元 / 月,且面临客户索赔风险。
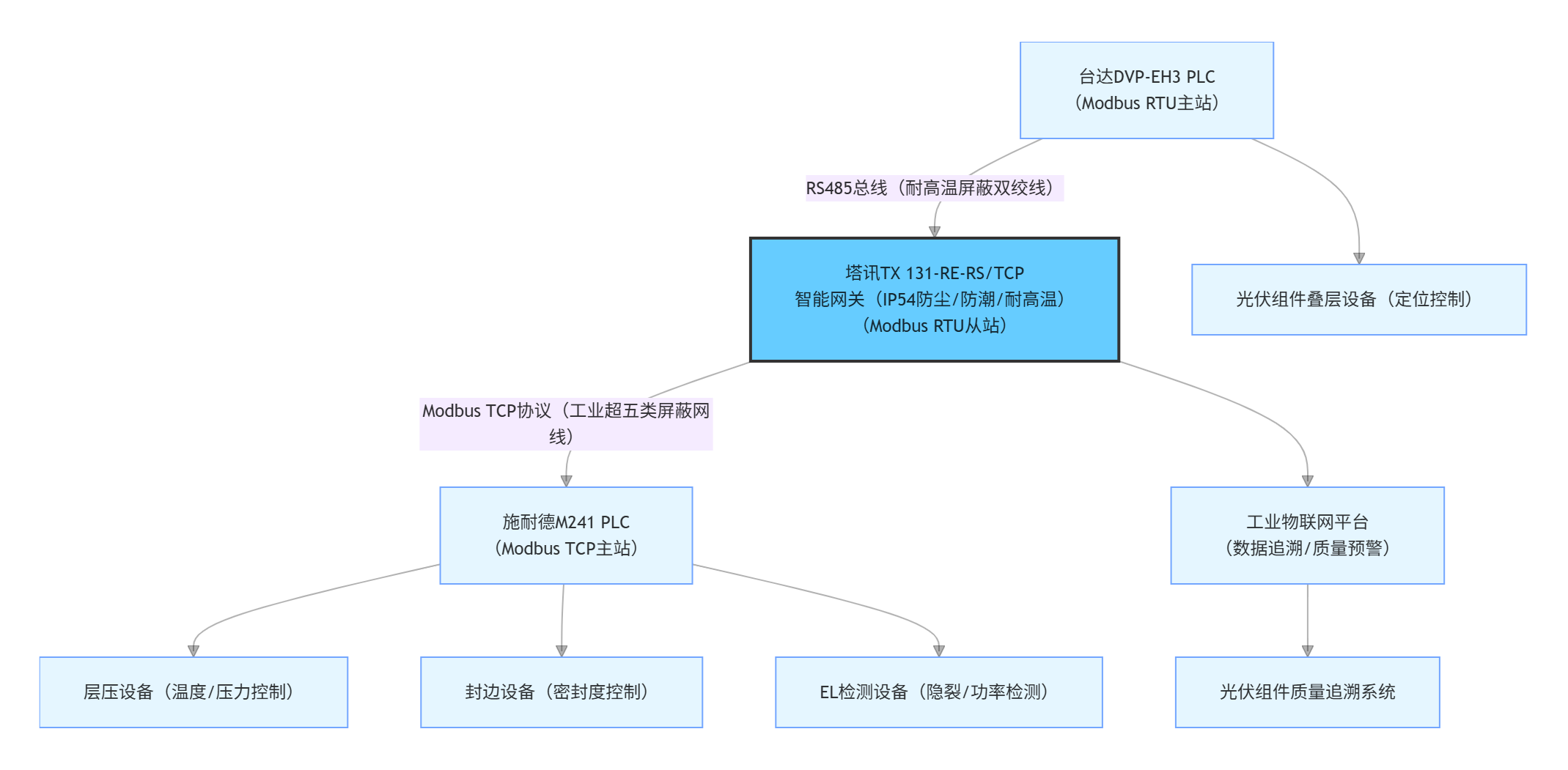
三、系统结构拓扑图
四、塔讯 TX 131-RE-RS/TCP 网关功能简介
作为核心工业网关,该设备(IP54 防尘防潮耐高温、适配光伏封装环境)实现 Modbus RTU 从站到 Modbus TCP 从站的双向协议转换,关键功能深度适配光伏组件封装场景需求:
· 协议兼容:严格遵循 Modbus RTU(IEC 61158)与 Modbus TCP(IEC 61158)协议规范,支持 9600-115200bps 可调波特率(适配台达 DVP-EH3 PLC 通讯参数:9600bps、偶校验、8 数据位、1 停止位)与 10/100Mbps 自适应以太网速率,自动识别施耐德 M241 PLC 的寄存器地址映射规则,确保叠层参数与封装指令传输无格式偏差,符合 “光伏组件 25 年质保标准” 要求。
· 数据处理:内置双核工业级耐高温处理器,每秒可完成 2400 次以上数据转换,转换延迟≤22μs,支持 2200 点数据映射,满足组件尺寸(4 字节浮点数)、层压温度(4 字节浮点数)、密封度泄漏率(4 字节浮点数)等多类型数据同步传输,数据更新频率达 5 次 / 秒,符合 IEC 61215 对 “高频工艺监控” 的标准。
· 工业适配:具备 IP54 防护等级(防尘、防潮、防玻璃碎屑飞溅),外壳采用耐高温 ABS 材质(工作温度 - 20℃-80℃),耐受层压设备周边高温环境;支持 24VDC 宽压供电(±15% 波动兼容);抗电磁干扰性能符合 EN 61000-6-2 标准,避免 EL 检测设备高频信号导致的数据丢包;配套耐高温屏蔽电缆,耐受车间温度波动。
· 物联与质量扩展:支持本地数据缓存(容量 6GB,缓存周期 90 天),通过 MQTT 协议对接工业物联网平台与质量追溯系统,实现工艺数据实时归档与不可篡改存储;内置质量预警功能,当层压温度超阈值或密封度泄漏率超标时,网关直接向两台 PLC 推送停机信号;支持故障自恢复,通讯中断后≤70ms 重新建立连接,保障封装生产连续。

五、解决方案与实施过程
(一)方案设计
采用塔讯智能网关构建 “双 PLC - 单网关” 通讯架构:网关 Modbus RTU 侧作为台达 DVP-EH3 PLC 的从站,实时采集组件型号(D100)、叠层完成信号(M0.0)、组件尺寸(D104);Modbus TCP 侧作为施耐德 M241 PLC 的从站,将采集到的叠层参数传输至 PLC,同时接收 PLC 反馈的层压温度(DB1.DBD10)、层压时间(DB1.DBD20)、检测结果(M10.0),实现双向数据实时交互,数据更新频率 5 次 / 秒,满足光伏组件封装协同需求。
(二)实施步骤
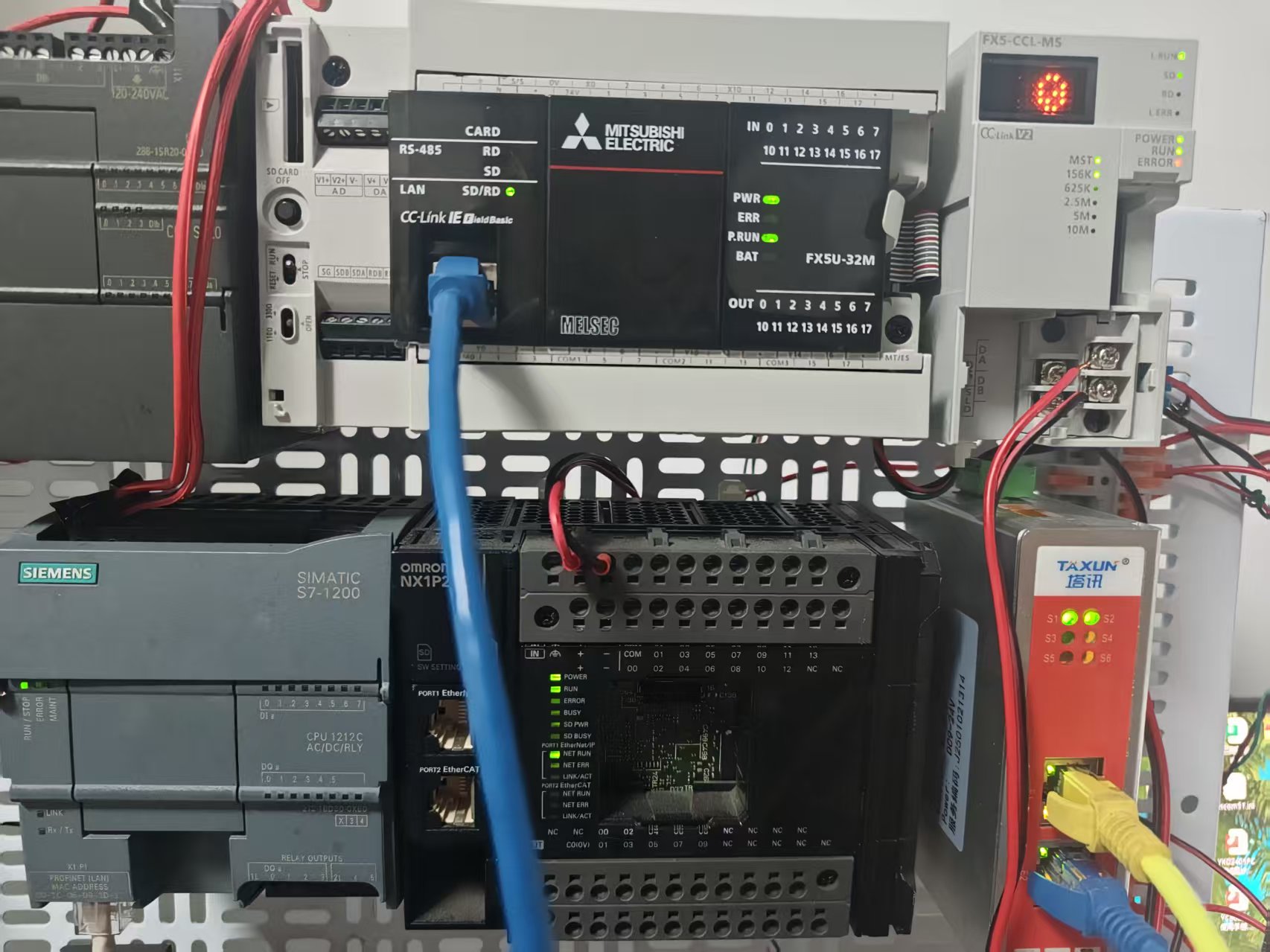
1. 硬件部署:网关安装于车间耐高温控制柜内(距离层压设备≥1.5 米,避免直接受热),通过耐高温屏蔽 RS485 电缆(长度 50 米)接入台达 DVP-EH3 PLC 的 RS485 通讯端口;通过工业超五类屏蔽网线连接施耐德 M241 PLC 的以太网交换机,配置 IP 地址与 PLC同网段,做好防潮接地处理(接地电阻≤4Ω),避免车间湿气导致设备故障。
2. 参数配置:使用塔讯工业配置软件建立数据映射表 —— 将 DVP-EH3 PLC 的叠层参数(组件型号:40001、组件尺寸:40002、完成信号:10001)映射至网关寄存器;将 M241 PLC 的反馈数据(层压温度:30001、层压时间:30002、检测结果:10002)映射至网关对应寄存器,设置数据更新周期 200ms,启用 “数据校验”“质量预警”“故障自恢复” 功能,日志保存周期 90 天。
3. 联调与认证测试:在工业物联网平台同步验证数据传输(延迟≤22μs,丢包率 0.05%);模拟层压温度超阈值(160℃),测试网关是否触发停机信号;邀请 TÜV 莱茵机构验证系统符合 IEC 61215 标准,确保通过晶科、天合光能供应链审核。
六、应用效果与前后对比
(一)实施后效果
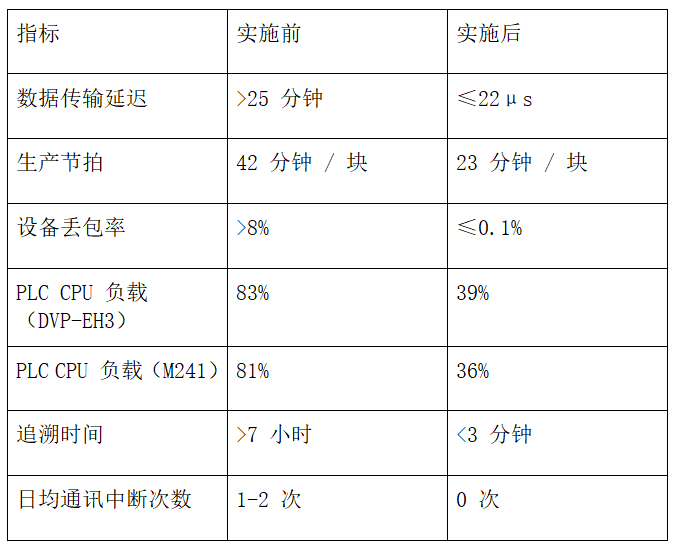
1. 生产效率与质量双提升:数据传输延迟降至 22μs 内,生产节拍从 42 分钟 / 块缩短至 23 分钟 / 块,日产能从 34 块提升至 62 块,效率提升 82%;质量预警功能避免工艺参数超差,产品合格率从 97.5% 升至 99.9%,每月减少报废损失超 2.8 万元;层压温度偏差控制在 ±1℃内,密封度泄漏率≤0.008kPa/min,组件功率衰减率稳定在≤2%/ 年,满足 25 年质保要求。
2. 数据追溯全面落地:通过网关将工艺数据自动上传至工业物联网平台,功率衰减问题追溯时间从 7 小时缩短至 3 分钟,实现光伏组件从叠层到检测的全生命周期追溯,顺利通过 TÜV 莱茵认证与客户审核;数据不可篡改功能保障生产记录合规,避免客户索赔风险。
3. 通讯稳定性适配封装环境:网关耐高温、防潮设计适配车间工况,连续运行 3 个月丢包率≤0.1%,通讯中断次数从 1-2 次 / 日降至 0 次,故障恢复时间从 3 小时缩短至 15 分钟,单日增加有效生产时间 6 小时,月增产能超 420 块。
4. 设备负载与风险降低:台达 DVP-EH3 PLC CPU 负载从 83% 降至 39%,施耐德 M241 PLC CPU 负载从 81% 降至 36%,均低于安全阈值;EL 检测准确率提升至 99.95%,未再发生因设备负载过高导致的隐裂漏检问题,每年减少返工与索赔成本超 33 万元。
(二)效果对比表
七、行业价值与后续扩展
本案例聚焦光伏组件封装行业,该行业是新能源光伏产业链的终端环节,直接影响光伏电站的发电效率与投资回报。此方案可复制至储能电池封装、风电叶片复合材料成型等新能源产线,后续可扩展接入 AI 工艺优化系统,通过工业物联网平台分析历史封装数据,自动优化层压温度与时间参数;或对接光伏电站运维系统,实现组件编号与电站发电数据联动,进一步提升新能源制造的智能化与全生命周期管理水平,助力企业满足全球光伏市场的严苛质量与认证要求。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
