Profibus DP转EtherCAT工业智能网关实现变频器与PLC数据协同案例 点击:166 | 回复:0

一、项目背景与行业痛点
某合资汽车制造商的车身焊接车间,承担轿车白车身焊接、焊点检测、工位转运等核心工序,产线自动化设备存在多协议异构问题,严重制约生产效率与工艺精度:
EtherCAT主站设备:采用台达 DVP-EC 系列 PLC(EtherCAT 主站),负责焊接机器人轨迹控制、焊枪压力调节、工位联动逻辑调度,需实时获取变频器转速、编码器位置等底层设备数据,支撑车身焊接 ±0.1mm 的精度要求;
Profibus DP从站设备:部署 12 台西门子 MM440 系列变频器(驱动焊接工位输送辊道)、8 台基恩士 LV-21A 编码器(定位车身输送位置)、4 台松下步进机(控制焊枪微调机构),均仅支持 Profibus DP 协议,无法直接接入 EtherCAT 网络。
核心通讯痛点:
协议壁垒导致数据断层:PLC 的 EtherCAT 协议与变频器、编码器的 Profibus DP 协议不兼容,需人工通过变频器调试软件读取转速数据,导致辊道输送速度偏差超 5%,车身定位不准引发焊接错位,次品率达 3.2%;
控制延迟影响产线节拍:PLC无法通过实时数据触发设备动作(如编码器检测到车身到位后,需人工下发 “变频器停机” 指令),工序衔接延迟超2秒,产线每小时仅完成15台车身焊接,低于设计产能20台/小时;
系统整合难度大:运维人员需同时操作 PLC 编程软件、变频器管理平台、编码器调试工具,当出现焊接错位故障时,需逐一排查多套系统,故障定位耗时超 40 分钟,产线稼动率仅 85%。
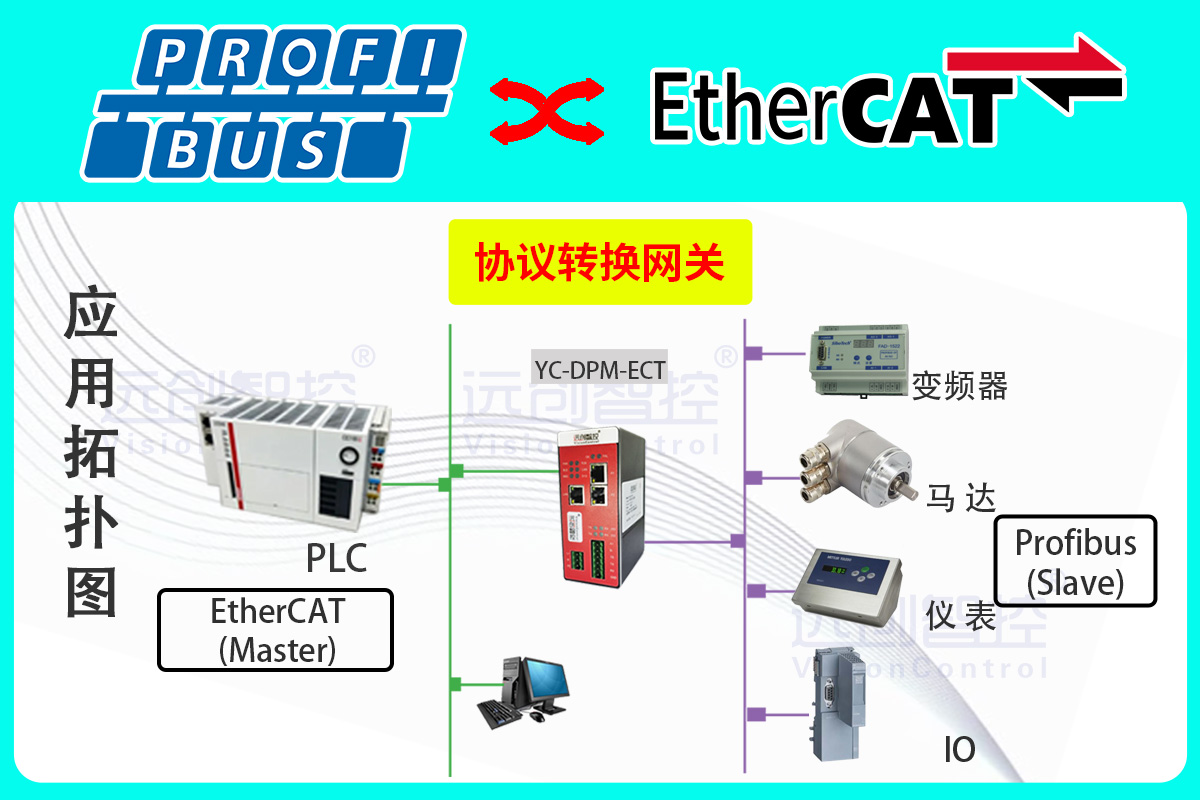
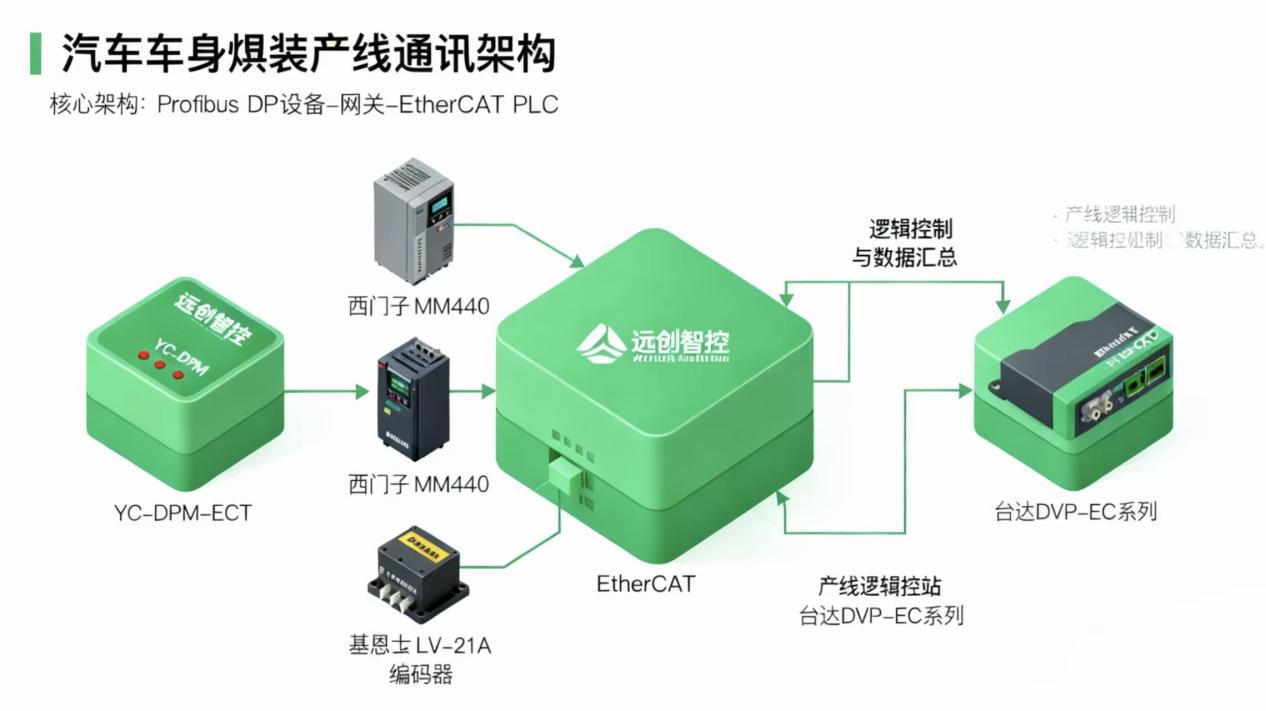
经技术评估,采用远创智控 YC-DPM-ECT 网关作为协议转换中枢,构建 “Profibus DP设备-网关-EtherCAT PLC” 的一体化通讯架构,解决多协议互联问题,支撑车身焊接工序的精准协同。
二、技术方案与系统部署
(一)硬件架构与网络拓扑
部署2台远创智控 YC-DPM-ECT 网关(主备冗余),搭建双层通讯网络,覆盖车身焊接车间 3 条平行产线:
Profibus DP 侧(网关为主站):
网关通过 Profibus DP 总线连接 12 台变频器、8 台编码器、4 台步进机,配置 Profibus DP 主站参数:通讯波特率 1.5Mbps,数据更新周期 2ms,统一分配从站地址(变频器 1-12 号、编码器 13-20 号、步进机 21-24 号);
将变频器转速(16 位整数)、电流(16 位整数)、运行状态(8 位开关量),编码器位置数据(32 位浮点数)映射至网关 Profibus DP 数据缓冲区(地址范围 0x2000-0x2FFF)。
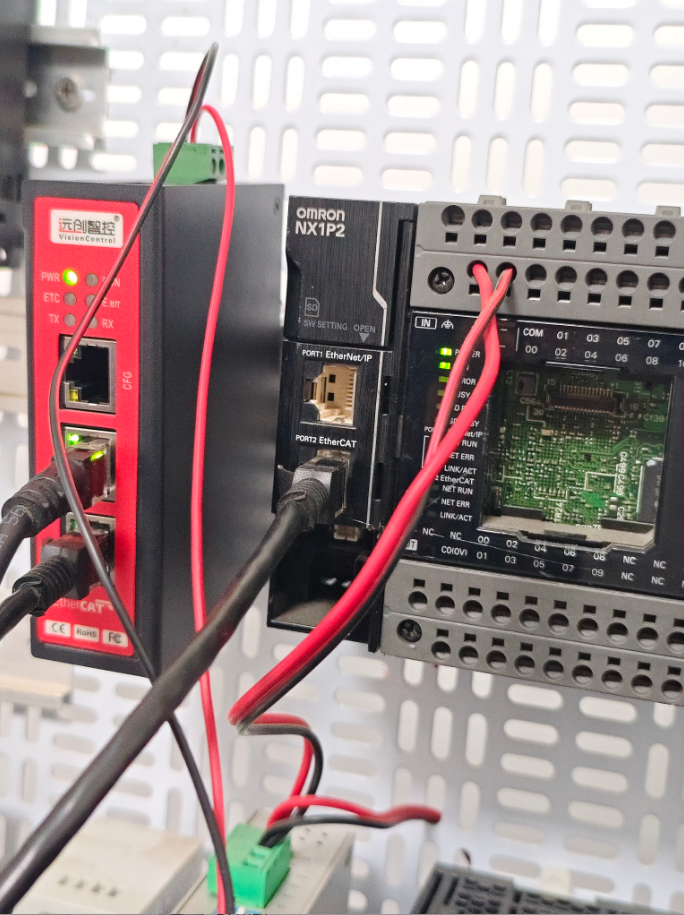
EtherCAT 侧(网关为从站):
网关通过 EtherCAT 总线接入台达 PLC 的主站网络,配置网关 EtherCAT 从站地址 0x05,IP 地址 192.168.1.30(与 PLC 同网段);
向 PLC 导入网关 EtherCAT 从站 EDS 文件,分配 512 字节输入缓冲区(存储 Profibus DP 设备上传数据)与 256 字节输出缓冲区(存储 PLC 下发控制指令),确保数据交互延迟<1ms。

(二)协议转换与参数配置
网关双向数据映射设置:
通过远创智控专用配置软件(YC-Gateway Config)建立精准数据关联:
Profibus DP转EtherCAT:变频器 1 转速数据(0x2000)→ 网关输入寄存器 % IW100,运行状态(0x2001)→ % IX102.0;编码器 1 位置数据(0x2010)→ % ID104;步进机 1 控制信号(0x2020)→ % IX106.0,以此类推;
EtherCAT转Profibus DP:PLC 下发的 “变频器提速指令”(% QW200=0x01)→ 网关输出寄存器 0x3000,触发变频器转速从 50Hz 提升至 60Hz;“焊枪微调指令”(% QW201=0x02)→ 0x3001,控制步进机动作;
启用 “阈值触发上传” 机制:当变频器转速波动超 2Hz、编码器位置变化超 0.5mm 时,网关立即向 PLC 推送数据,避免无效数据占用带宽。
PLC 控制逻辑开发:
实时监控与精度控制:在台达 WPLSoft 软件中开发数据可视化界面,实时显示各变频器转速曲线、编码器位置数值,设置转速偏差预警阈值(±1Hz)、位置偏差阈值(±0.05mm),超限时 PLC 自动下发 “降速”“微调” 指令,保障车身定位精度;
工序联动逻辑:当编码器检测到车身到达焊接工位(位置 = 1500mm),PLC 通过网关向变频器下发 “停机指令”(% QW200=0x03),同时触发焊接机器人启动,工序衔接时间从 2 秒缩短至 0.3 秒;
故障诊断与追溯:若变频器反馈过载状态(% IX102.1=1),PLC 自动记录故障时间、电流数据至本地数据库,并通过车间 MES 系统推送报警信息至运维终端,附带故障设备编号与排查建议。
冗余与异常处理机制:
两台网关配置 “热备模式”,通过 RS485 通讯实现心跳检测(每 300ms 交互一次状态信息),当主网关故障时,备用网关在 10ms 内自动接管所有 Profibus DP设备通讯,无数据丢失;
网关内置 Watchdog 定时器,若 500ms 未收到 PLC 通讯信号,自动将 Profibus DP设备状态置为 “安全模式”(变频器停机、步进机锁死),并通过硬接线输出信号(DO1)触发产线急停,避免设备失控导致车身损坏。
三、应用成效与技术价值
远创智控 YC-DPM-ECT 网关核心优势
多协议深度兼容:同时支持 Profibus DP 主站与 EtherCAT 从站功能,无需额外添加转换模块,适配变频器、编码器、机器人等主流Profibus DP设备,满足汽车产线多场景需求;
工业级可靠性:工作温度范围 - 40℃~75℃,具备 IP30 防护等级,抗电磁干扰能力达 EN 61000-6-2 标准,适应焊接车间强电磁、粉尘、振动的复杂环境;
极速转换性能:协议转换延迟<1ms,数据更新周期 2ms,满足汽车制造对实时性的严苛要求,支撑毫秒级设备联动控制。
四、行业延伸与未来拓展
该方案已在汽车涂装车间(Profibus DP 编码器与 EtherCAT 工控机通讯)、总装车间(Profibus DP 机器人与 EtherCAT 控制器联动)推广应用,未来可结合以下技术实现升级:
边缘计算赋能:在网关集成边缘计算功能,对变频器电流、编码器位置数据进行实时分析,提前预警设备磨损(如变频器轴承老化),实现预测性维护,降低设备故障率 30%;
云端协同管理:通过网关将产线数据上传至汽车制造云平台(如华为云 MDC),支持多工厂设备状态汇总、工艺参数对比,助力集团级生产调度优化;
远创智控 YC-DPM-ECT 网关模块以毫秒级协议转换能力为核心,打破了汽车产线 Profibus DP与EtherCAT 设备的通讯壁垒,为车身焊接、涂装、总装等关键工序的自动化升级提供了可靠支撑,助力汽车制造商实现 “高精度、高效率、高柔性” 的生产目标。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
