西门子PLCProfibusDP转MODBUSTCP与巴鲁夫传感器通讯解决方案 点击:352 | 回复:0


案例背景
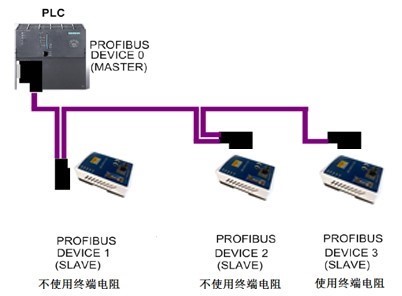
在一个工业自动化生产线上,需要将巴鲁夫传感器的数据传输到西门子 S7-300 PLC 进行处理和控制。然而,巴鲁夫传感器使用 MODBUS TCP 协议进行通信,而西门子 S7-300 PLC 支持 Profibus DP 协议。为了解决这两种不同协议之间的通信问题,决定使用捷米特JM-DPS-TCP网关来实现数据的互联互通。

二.设备介绍
1.西门子 S7-300 PLC
各模块功能独立,包括 CPU 模块、电源模块、信号模块、功能模块、接口模块、通信处理器等,用户可根据实际需求灵活选择和组合模块,构成满足不同控制要求的系统。可在复杂的工业环境中稳定运行,能够有效抵御电磁干扰、振动和冲击等不利因素的影响,保证系统的可靠性和稳定性。这种模块化设计使得系统的维护和升级更加方便,当某个模块出现故障时,只需更换该模块即可,不会影响整个系统的运行。兼具强大的功能和相对合理的价格,能够为中等规模的自动化控制项目提供经济、可靠的解决方案,在汽车制造、机械工程、食品饮料、塑料加工等行业得到广泛应用。
2. 巴鲁夫传感器
电感式传感器:具有非接触式检测、可靠性高、使用寿命长等特点。适用于检测金属物体的位置、距离和速度等,常用于汽车制造、机械加工、包装等行业,例如在汽车生产线中检测汽车零部件的位置和装配情况。
磁敏传感器:采用非接触式位置检测,可靠且无磨损,无接触侵蚀和弹跳问题,即使在高速运行时也能可靠地检测活塞位置。常用于气动和液压系统中,如自动化机床、注塑机等设备的活塞位置监测。
3. 捷米特JM-DPS-TCP
能够实现 Profibus DP 协议与 Modbus TCP 协议之间的数据转换,使得符合两种协议的设备可以相互通信。在 Profibus DP 总线侧工作在从站模式,在 Modbus TCP 总线侧可工作在服务器模式,也可工作在客户端模式。适用于多种设备,对于支持 Modbus TCP 接口的变频器、仪表、上位机等设备都能良好兼容,可广泛应用于工业自动化领域。

三.配置连接方案
3.1 GSD文件及配置
JM-DPS-TCP的GSD文件在随机的光盘中。作为ModbusTcp服务器时使用的GSD文件是“DP-MBTS.GSD”,
作为 ModbusTcp 客户端时使用的 GSD 文件是“DP-MBTC.GSD”。如果第一次使用本网关,需要将 JM-DPS- TCP的GSD文件导入到Step7软件中,导入的方法和步骤如下 :
(1)在Step7工程中打开硬件组态窗口,然后单击执行选项/安装GSD文件菜单
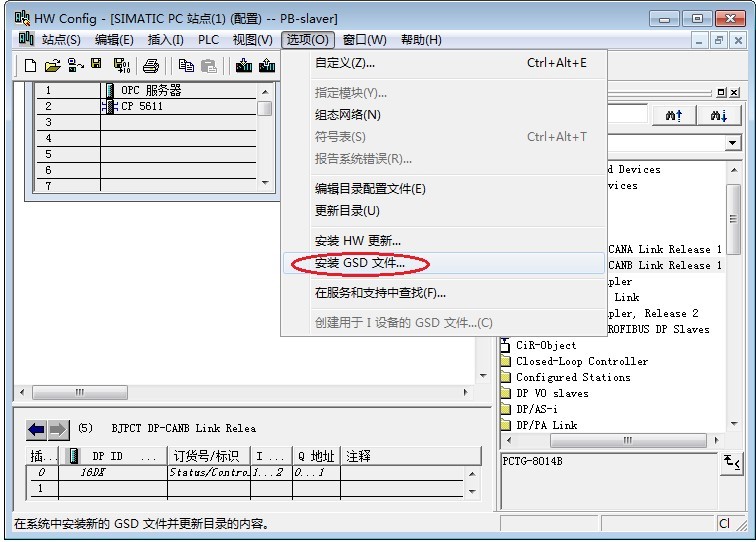
(2)在弹出的对话框中选择GSD文件所在的目录,会自动显示该目录中所有的GSD文件
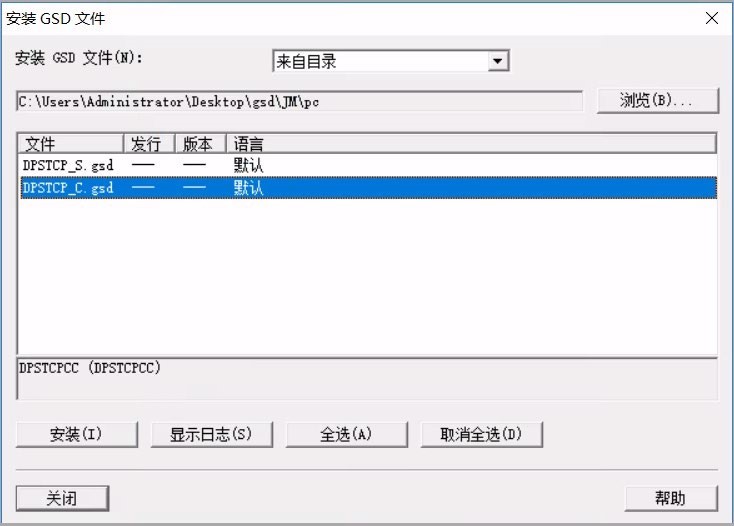
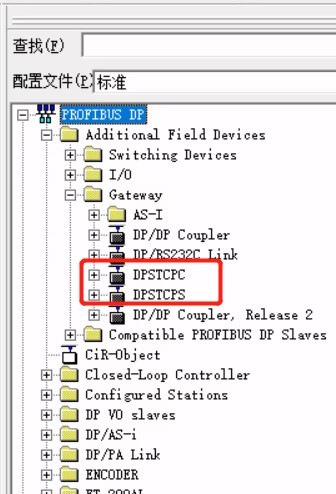
(3)选择要安装的 GSD 文件,然后单击安装按钮,根据提示操作。安装成功后本网关就会出现在Step7 的设备列表中
3.2 GSD文件及配置
网关作为ModbusTcp客户端的配置
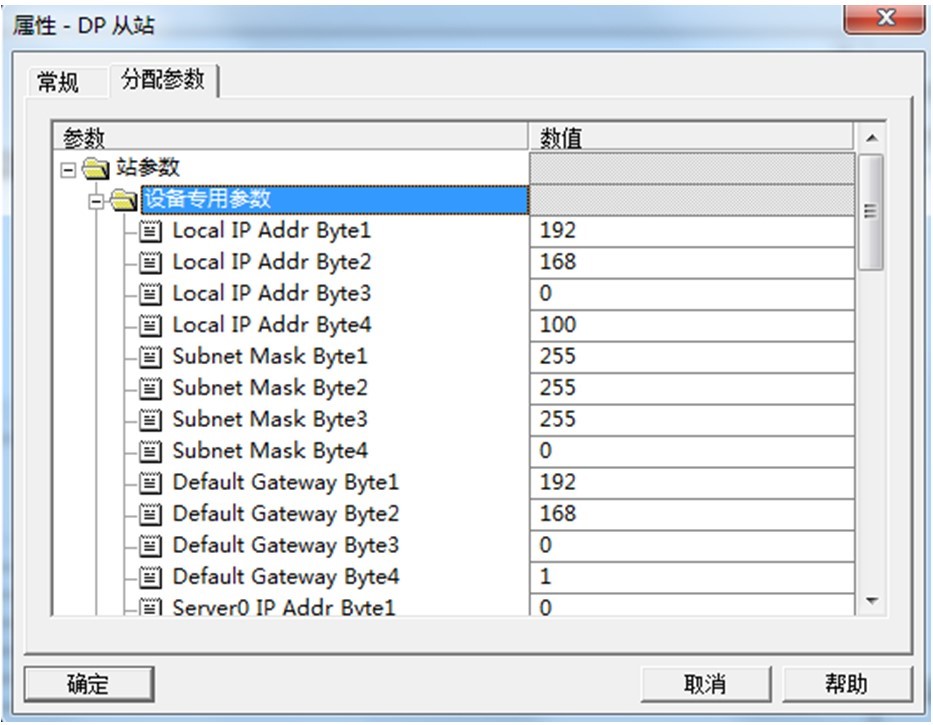
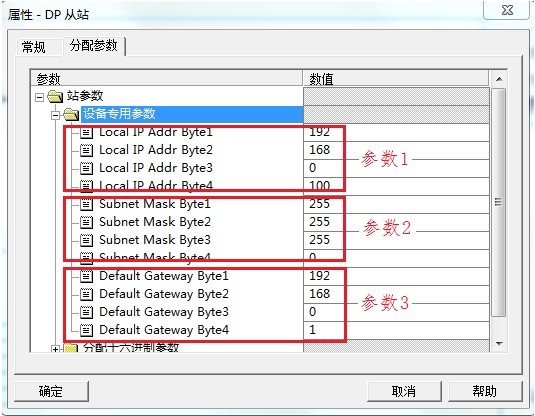
Local IP Addr Byte:设置 JM-DPS-TCP 的 IP 地址。
Subnet Mask Byte:设置 JM-DPS-TCP 的子网掩码。
Default Gateway Byte:设置 JM-DPS-TCP 的默认网关的 IP 地址。
Server0 IP Addr Byte:设置远端 ModbusTcp 服务器 0 的 IP 地址 Server1 IP Addr Byte:设置远端 ModbusTcp 服务器 1 的 IP 地址
Server2 IP Addr Byte:设置远端 ModbusTcp 服务器 2 的 IP 地址
Server3 IP Addr Byte:设置远端 ModbusTcp 服务器 3 的 IP 地址
Server4 IP Addr Byte:设置远端 ModbusTcp 服务器 4 的 IP 地址
Server5 IP Addr Byte:设置远端 ModbusTcp 服务器 5 的 IP 地址
Server6 IP Addr Byte:设置远端 ModbusTcp 服务器 6 的 IP 地址
Server7 IP Addr Byte:设置远端 ModbusTcp 服务器 7 的 IP 地址
Modbus Command Delay Time(ms):设置发送 Modbus 报文并收到应答(包括正确和错误的应答)或超时后到发送下一条 Modbus 报文的间隔时间,支持的间隔时间从 10ms 到 2.5s。
Modbus ACK TimeOut Time(ms):设置 Modbus 报文应答的超时时间,超时时间支持从 10ms 到2.5s。
Modbus Write Command Send Mode:设置 Modbus 写命令的发送方式
----Continuous:与 Modbus 读命令一起参与命令扫描;
----Data Changed:数据有变化后将 Modbus 写命令插入到扫描队列发送一次。
Modbus Start Scan Control:设置启动 Modbus 命令扫描的控制方式
----Bit4 Of Control Word Set 1:控制字的 Bit4 置 1 启动扫描。由于控制字的 Bit4 上电默认为 0,
所以需要 PLC 程序将其置 1 启动 Modbus 的命令扫描;
----Bit4 Of Control Word Clr 0:控制字的 Bit4 清零 0 启动扫描。由于控制字的 Bit4 上电默认为0,所以上电后自动启动 Modbus 的报文扫描,无需 PLC 程序的操作。
网关作为 ModbusTcp 服务器的配置
3.3在 Step7 中新建工程项目
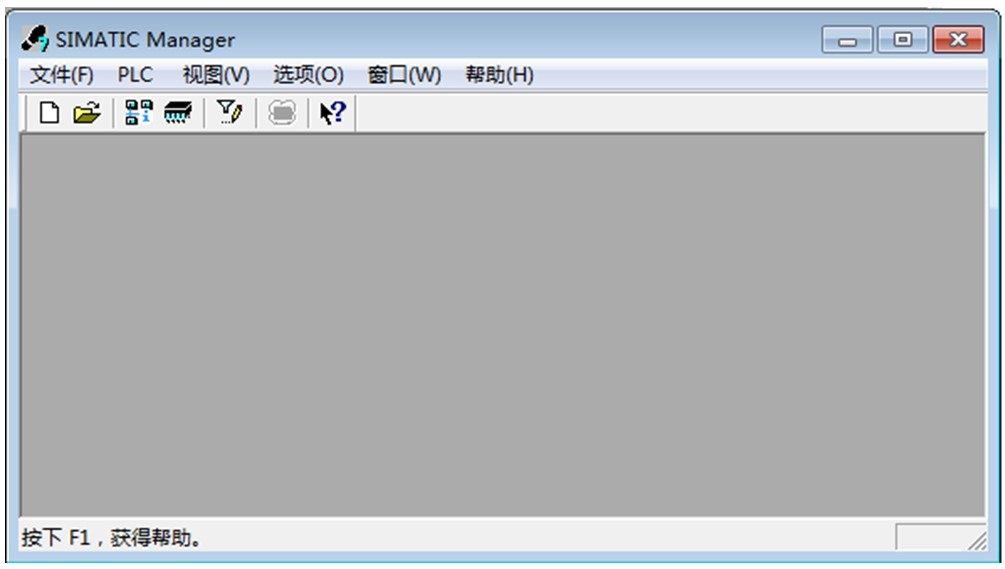
(1) 打开“SIMATIC Manager”,进入 Step7 程序界面
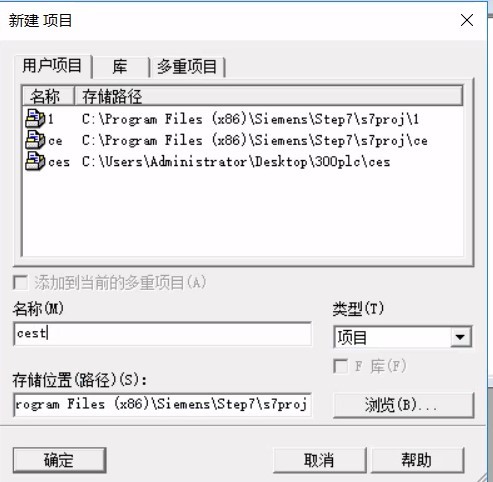
(2)点击菜单“文件->新建”,在出现的对话框中输入项目名称并选择存储路径,然后确定。
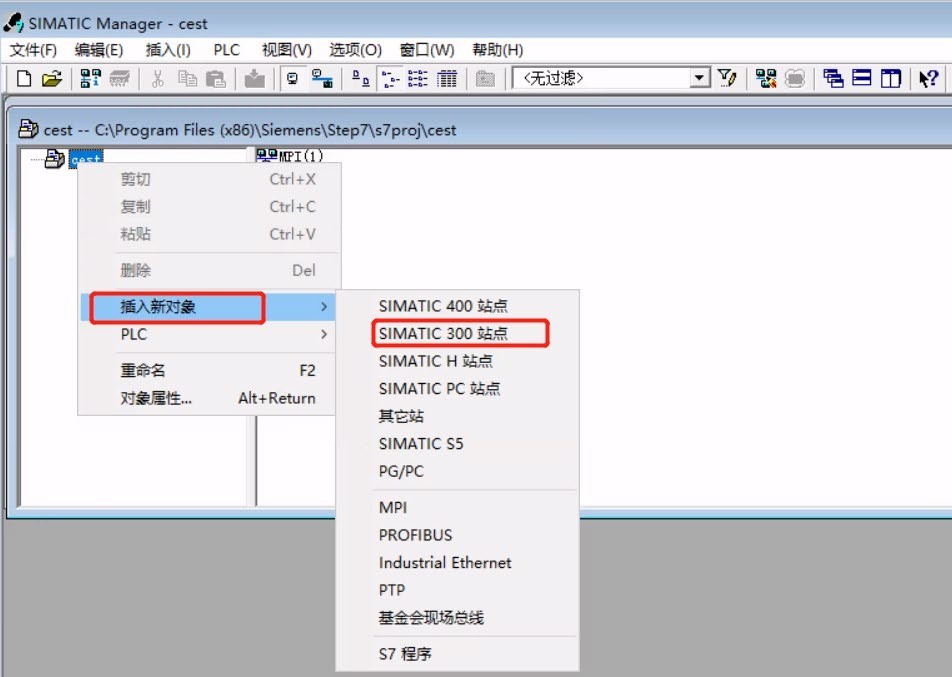
(3)选择主站类型,在此我们使用 SIMATIC 300 站点
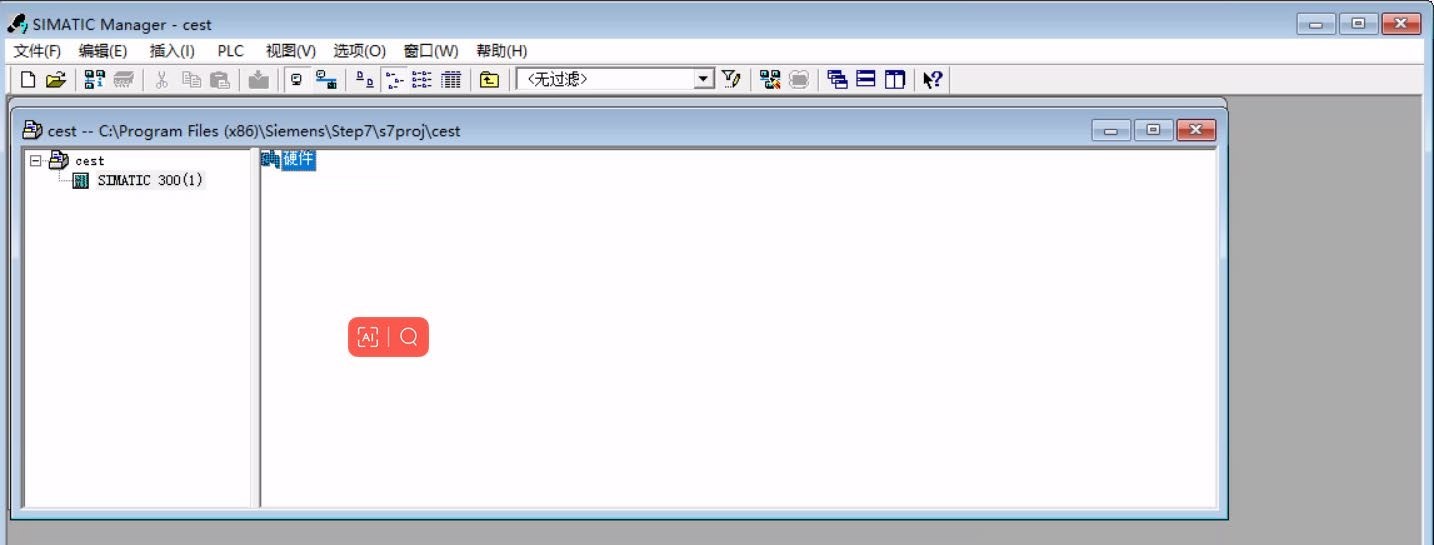
(4)300PLC 的工程建立完成。
3.4在工程项目中新建 Profibus 总线
(1)在项目中窗口中双击“SIMATIC 300(1)”,然后继续双击“硬件”进入硬件配置界面。
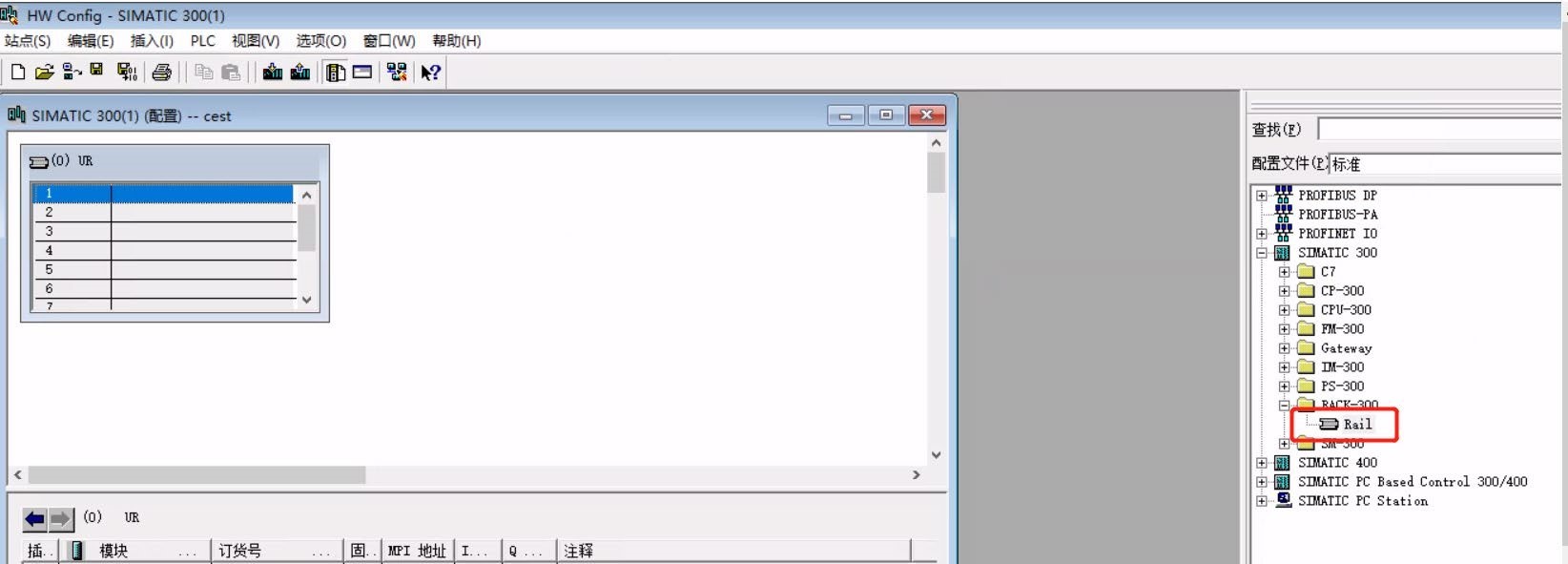
(2)添加导轨。在右侧设备栏中双击“SIMATIC 300->RACK-300->Rail”
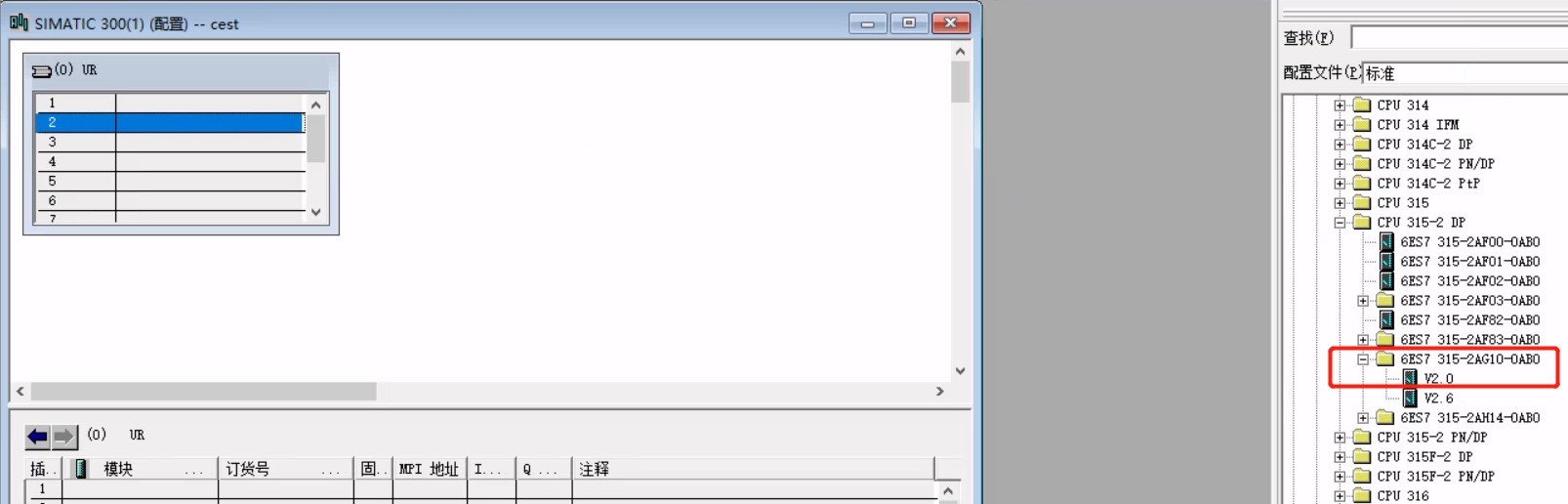
(3)添加CPU模块。首先单击选择UR的2槽,然后双击想要选择的CPU型号
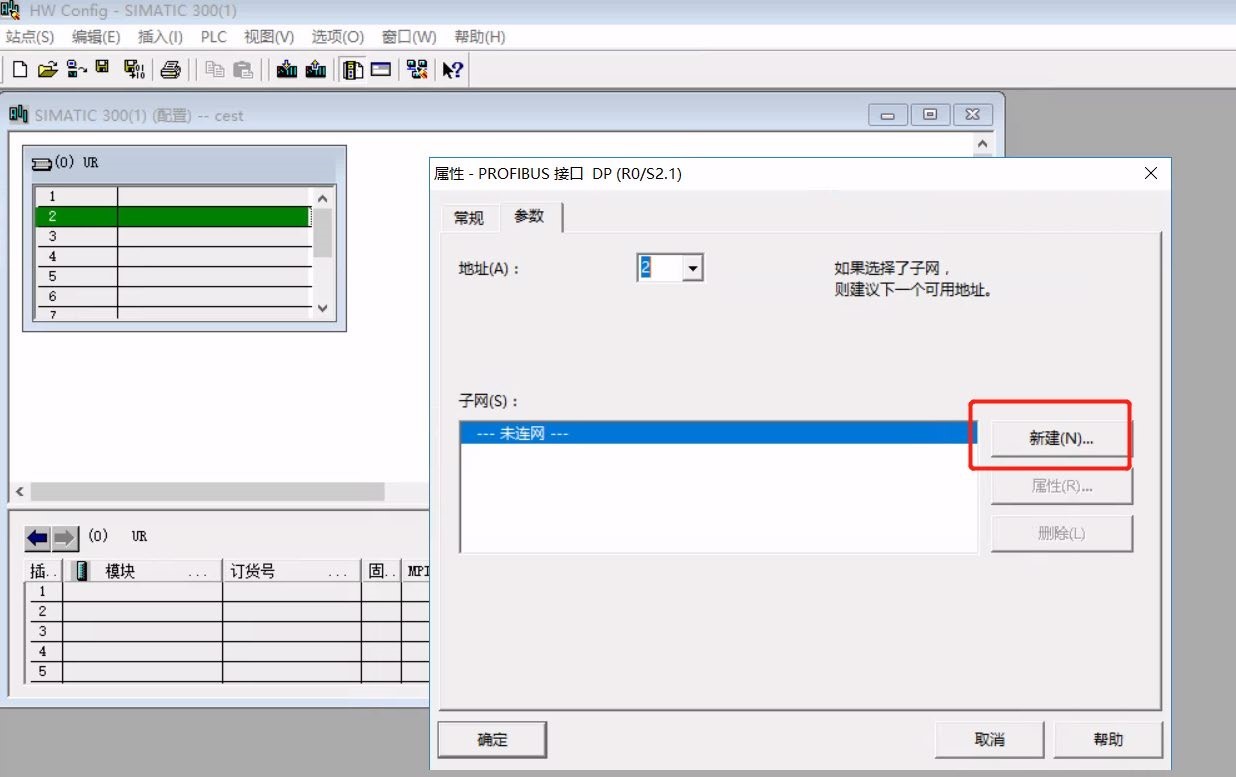
在出现的对话框中选择新建Profibus网络
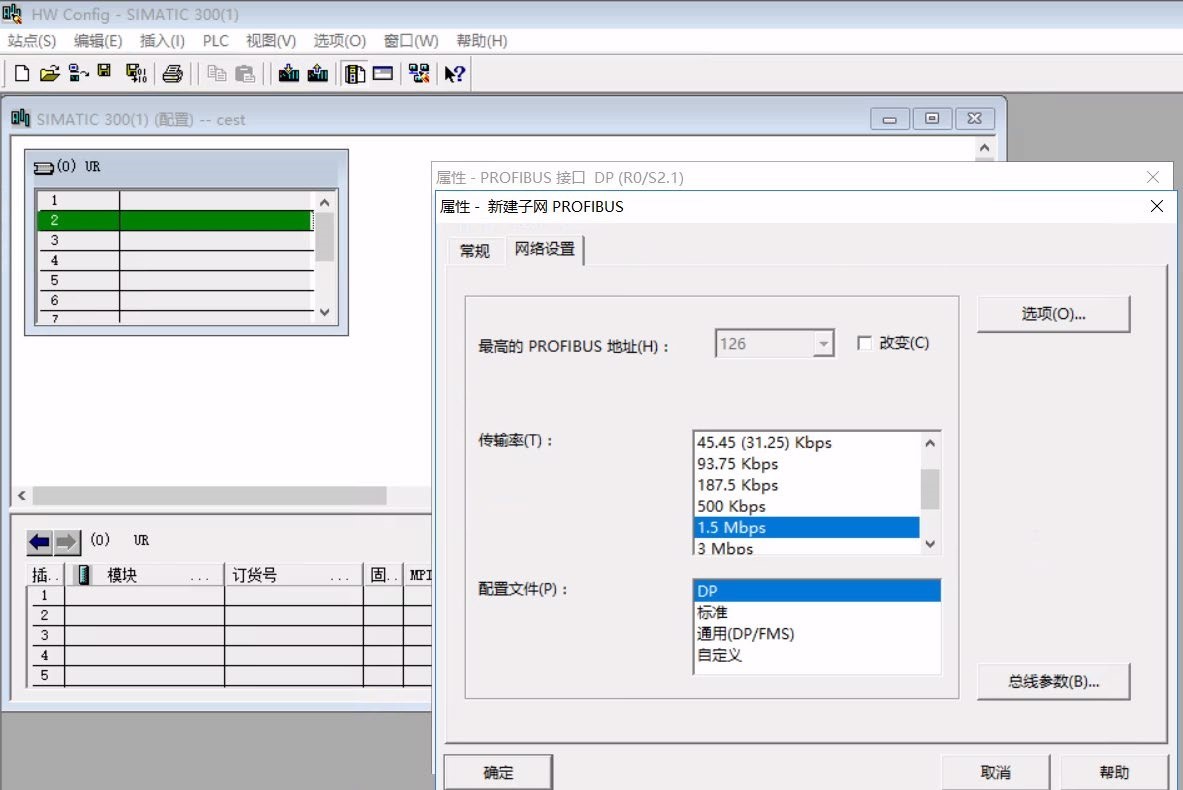
(5)在出现的对话框中单击“网络设置”选项卡,然后选择 Profibus 的传输率
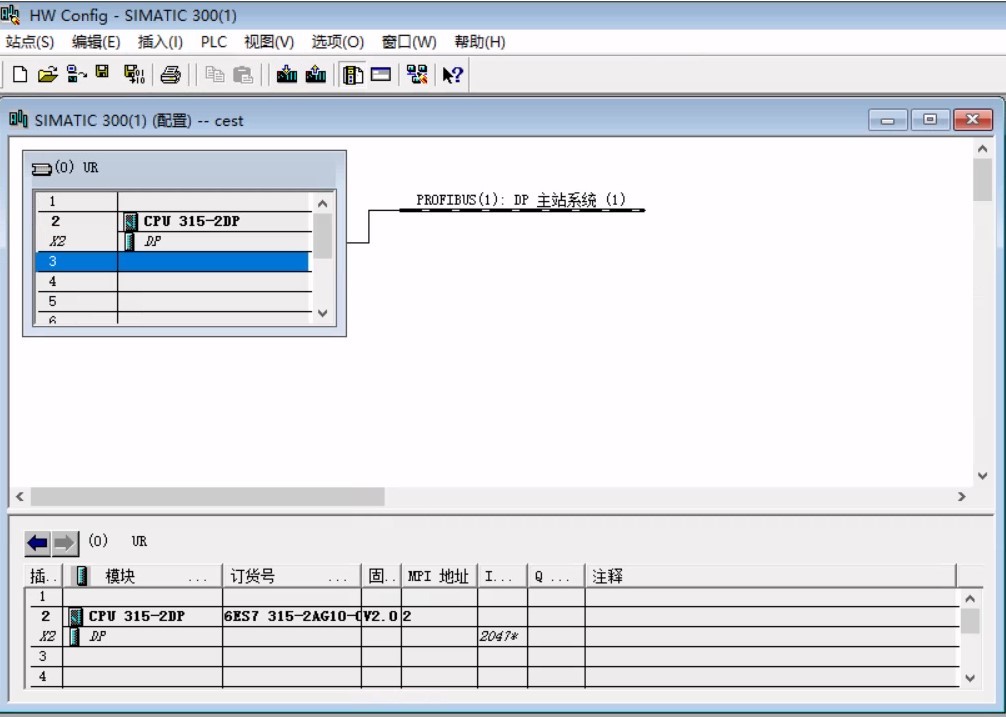
(6)连续单击确定后,一个带有Profibus网络的Step7工程建立完成。
四.数据采集及传输
捷米特JM-DPS-TC:在工业自动化领域,经常存在多种不同通信协议的设备和系统。JM-DPS-TCP 网关可以将 Profibus DP 总线系统与 Modbus TCP 系统进行连接和协同工作,打破了不同协议之间的通信壁垒。例如,在一个大型工厂中,生产线上的设备采用 Profibus DP 通信,而工厂的能源管理系统采用 Modbus TCP 通信,通过 JM-DPS-TCP 网关可以实现生产设备数据与能源管理系统的数据交互,从而实现更高效的生产管理和能源优化。
西门子S7-300 PLC: 可以将采集的数据存储在内部存储器中,如数据块、变量存储器等。可以通过编程实现数据的定时存储和传输,例如将生产数据按一定时间间隔存储到外部存储设备或通过网络传输到远程服务器。例如,在工厂自动化系统中,可以将生产数据存储在 PLC 中,并定期传输到企业的数据库服务器,进行数据分析和报表生成。西门子 S7-300 PLC 具有强大的数据采集和传输能力,可以满足各种工业自动化控制的需求。通过合理的配置和编程,可以实现高效、稳定的数据采集和传输,为工业生产的自动化和智能化提供有力支持。
巴鲁夫传感器:传感器能够实时将采集到的数据传输到控制系统或上位机,实现对生产过程的实时监控和控制。例如,通过 Profibus DP 或 Profinet 接口,传感器可以将数据快速传输到西门子 S7-300 PLC,实现实时控制。巴鲁夫传感器在数据采集和传输方面具有多种优势,能够为工业自动化系统提供准确、可靠、实时的数据支持。通过选择合适的传感器类型和通信接口,可以实现与不同设备的无缝连接和数据交互,满足各种工业应用的需求。
五.总结
随着工业自动化的不断发展,设备之间的通信兼容性将越来越重要。不同设备之间的通信兼容性是实现高效生产和系统集成的关键。通过捷米特 JM-DPS-TCP 网关进行协议转换,解决了 Profibus DP 和 Modbus TCP 两种不同协议之间的通信障碍,实现了设备之间的无缝连接。捷米特 JM-DPS-TCP 网关为不同协议设备之间的通信提供了一种有效的解决方案,未来有望在更多的工业自动化领域得到应用。同时,随着技术的不断进步,网关的性能和功能也将不断提升,为工业自动化系统的发展提供更强大的支持。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
