关于烘缸轴磨损问题,还得用修复效果说话 点击:43 | 回复:0

发表于:2022-01-17 16:39:10
楼主
相信在造纸行业大家都对烘缸设备非常的熟悉,它是纸张干燥的关键部件,而对于烘缸轴磨损故障,也是设备管理者屡见不鲜的问题之一。
烘缸轴磨损背景介绍:
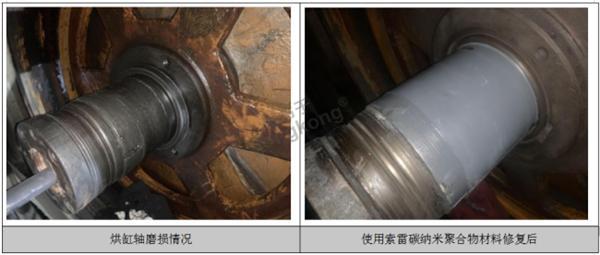
某企业的纸机烘缸轴传动轴轴承位出现磨损,轴径Ф190mm,轴承型号1:12锥调心滚子轴承22240CAK/W33 C4,磨损深度磨损量2mm,磨损宽度130mm。

修复工艺:
针对于烘缸轴磨损问题,补焊机加工也是我们很常见的一种解决办法,但是该办法不仅容易造成轴头热应力,且对于大型烘缸来说拆卸、运输、维修、安装费用高,周期长,给企业生产造成巨大的停机停产损失。以上都是我们比较常见的传统烘缸轴磨损解决办法,但是随着技术的不断进步与发展,烘缸轴磨损修复技术也是层出不穷,这些新技术在可靠性上得到了很大的提高,索雷碳纳米聚合物材料技术就是其中比较具有代表性的。
由于企业生产比较紧张,采用该技术可以现场快速维修,遂及根据企业提供的设备运行参数、图片及零部件图纸尺寸资料制定了相关修复方案,具体实施步骤如下:
(1)首先拆除轴上部件,露出待修部位,并清除油污;
(2)用氧气乙炔对待修部位除油处理,至油迹碳化无火花飞溅;
(3)用砂轮片清除金属隆起毛刺后用磨光机对修复表面打磨处理,达到粗糙、无松动物、见金属原色;
(4)利用轴上未磨损部位确定修复部位同轴度;
(5)确定轴承的预装位置;
(6)根据磨损量计算调和索雷碳纳米聚合物材料;
(7)在修复部位涂覆碳纳米聚合物材料均匀无气孔;
(8)工装内圈需涂覆脱模剂;
(9)安装工装到预装位置并固定;
(10)材料固化后拆除工装去除多余材料;
(11)回装轴承时需测量轴承自由游隙;
(12)根据轴承的安装位置对轴承压盖和轴承之间预留自由伸缩量。
1分不嫌少!
赏





楼主最近还看过
热门招聘
相关主题
- 三菱QD75D4与MR-J3-10B控制接...
 [4300]
[4300] - 如何用时间继电器控制气缸反...[3320]
- 门式起重机具备电气防护装置...[1405]
- 笔记本摔了,硬盘打不开,怎么...[2133]
- 台达ASD B2伺服电子齿轮设置...[2768]
- 德国蓓福twinCAT[1614]
- 施耐德61报警SCF4[1604]
- ABB-IRB120六轴机器人紧急停...[1146]
- 变频器里电容爆了[1420]
- 关于富士道闸的问题[1492]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
