【知识分享】轴承位磨损了怎么修复效果好 点击:62 | 回复:0

发表于:2021-11-13 15:20:58
楼主
轴承位磨损问题一直影响着设备运行的主要因素,而像这种传动部件磨损问题又是无法避免的,所以选用有效的修复方法让设备使用的时间更长成为管理者首先要考虑的。
![]()
传统方法与新技术的对比:
虽然市面上对轴承位磨损修复的办法有很多,比如:补焊机加工、电刷镀、热喷涂等,但是他们都存在一定的缺陷:补焊机加工有热应力的影响,对轴本身有很大的损伤,不仅严重影响设备运行的安全性,而且会缩短轴的使用寿命;电刷镀、热喷涂等对轴承位磨损尺寸以及现场施工环境有着严苛的要求,这些工艺无法满足修复。
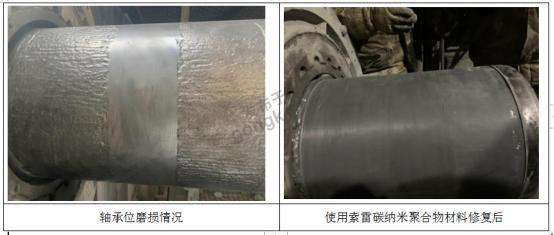
而目前比较流行的是采用索雷碳纳米聚合物材料技术,首先该材料具有良好的粘结力力、良好的抗压性能、抗磨损性能,且在使用的过程中不会产生金属疲劳磨损,在设备正常保养的前提下,修复后的使用寿命一般高于更换新部件的使用寿命;其次在修复的过程中不会产生热应力的影响,避免对轴的损伤。
轴承位磨损修复案例介绍:
某企业的颚式破碎机的配重轮位置轴承位存在磨损,磨损的主要原因是因键条是1:100锥配合的因键条长度不够,导致键条经常产生松动情况,键条松动后,因为配重轮与轴上是间隙配合,在巨大的离心力作用下皮带轮在轴上产生了转动,导致轴头产生磨损。具体的修复过程如下:
1.到达现场后,首先进行配重轮的拆卸工作;
2.配重轮拆卸以后,露出轴头,开始进行轴头的表面处理;
3.用氧气乙炔先进行表面烤油处理,然后用刺轮将轴上碳化油污打磨干净;
4.用角磨机将轴头表面打磨粗糙;
5.空试工装,确认工装可以使用后,将工装拆卸用酒精清洗,工装内表面涂抹脱模剂,晾干备用;
6.调和SD7101H材料,然后均匀涂覆在修复表面;将工装安装到位,.加热固化,待材料固化后拆卸工装,核实尺寸无误,进行热装配重轮。





楼主最近还看过
热门招聘
相关主题
- 威纶通TK6100i上传问题
 [3029]
[3029] - G120变频器怎么倒转[6507]
- 安川伺服驱动器初始化[2637]
- 三相四线制总零线断开后如何...[1498]
- 伺服接收的反向脉冲信号比PL...[3414]
- 施耐德ATV71问题[1158]
- 伺服电机正反转问题[1185]
- wincc 6.0 2分钟报一次授权过...[4998]
- 刹车电机刹车直流制动模块输...[1802]
- 三菱CNC开机参数的设置和报警...[1958]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
