高速冲床轴键槽磨损可以用这种维修技术 点击:107 | 回复:0

发表于:2021-09-29 15:41:17
楼主
高速冲床是采用一体化的特殊铸铁合金,广泛应用精密电子、通讯、电脑、家用电器、汽车零部件、马达定转子等小型精密零件的冲压加工。某企业有多台AIDA高速冲床,经常会出现刹车盘齿圈打齿磨损等情况。此次磨损非常严重同时磨损不均匀,传统方式无法解决该问题,针对该高速冲床轴键槽磨损问题我们可以用这种快速的维修技术。

合理的分析高速冲床轴键槽磨损原因才能跟好的进行维修,该设备具体的磨损如下:
该类设备属于连续冲压设备,飞轮在运转中惯性矩较大,对齿轮齿圈造成的扭矩力和刹车时产生的冲击力较大,所以刹车盘的齿圈和齿轮容易造成打齿现象,同时齿轮与轴径的配合是靠平键传递扭矩,频繁冲击和双方向冲击的情况下键条容易滚键导致键槽磨损变宽,继续运行最终导致无法传递相应扭矩力,这是该类设备存在的通病。
在传统方法无法维修的情况下,我们可以采用索雷碳纳米聚合物材料技术进行轴键槽磨损现场维修,该材料优点是粘结力好,良好的抗压性能、抗磨损性能及具备金属所具有的弹性变形等综合力学性能实现在线修复,修复效率高,不需要对设备大量拆卸,一般情况下8小时内完成修复。
具体的轴键槽磨损维修过程如下:
(1)用氧气乙炔表面烤油,直至无火花四溅为止,不能重复烤同一部位;
(2)磨光机打磨修复面去除高点,无水乙醇清洗修复表面,保证修复面粗糙洁净干燥;
(3)调和碳纳米聚合物材料SD7101H,涂覆在修复表面,沿基准刮研;
(4)因为磨损量较大,材料需要分多次涂覆,使用修复工装恢复至标准轴径;
(5)键槽用标准键试装,然后涂覆材料成型;
(6)加热齿轮零件进行热装配。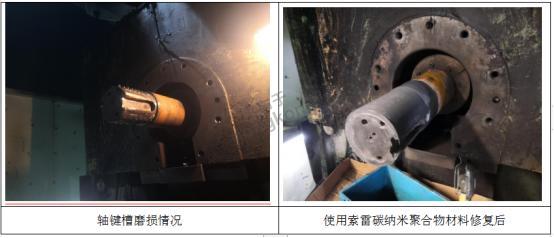





楼主最近还看过
热门招聘
相关主题
- 如何修改AB powerflex 700 变...
 [3005]
[3005] - 频谱仪常用参数设置方法[1142]
- 西门子伺服报警R30042[1252]
- PID中设置正反作用[1476]
- 扬力冲床二度落异常故障[1787]
- 法拉克0I-MB系统屏幕亮度如何...[1757]
- 为什么变频器启动发电机电压...[2171]
- 有谁能帮忙看一下西门子逻辑...[1194]
- 松下焊接机器人超程报警解除[1884]
- MCGS触摸屏无法校准[1631]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
