机器视觉是什么? 点击:449 | 回复:1

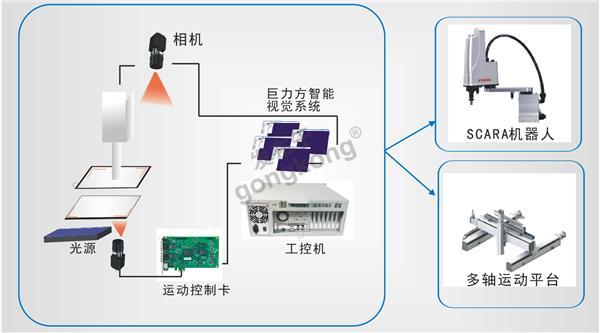
机器视觉系统是指通过机器视觉产品(即图像摄取装置,分 CMOS 和CCD 两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
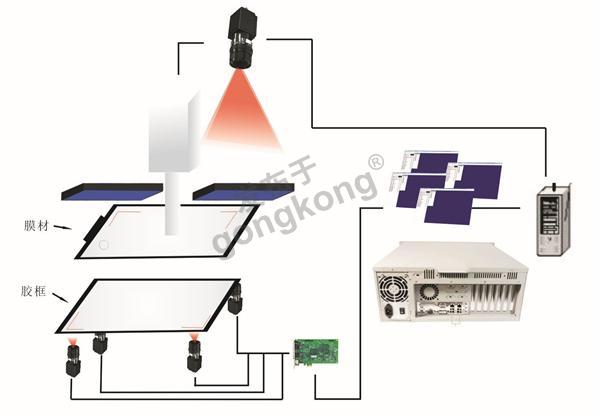
可以将机器视觉系统概括为四部分:
1)、摄取:采用图像摄取装置将被摄取目标转换成图像信号,传送给图像处理系统;
2)、抽取:图像处理系统根据像素分布和亮度、颜色等信息,进行运算来抽取目标的特征,例如面积、长度、数量、位置等;
3)、输出:根据预设的判断来输出结果,如尺寸、角度、偏移量、个数、合格或不合格、有或无等;
4)、控制动作:指挥执行机构进行定位或分选等相应控制动作

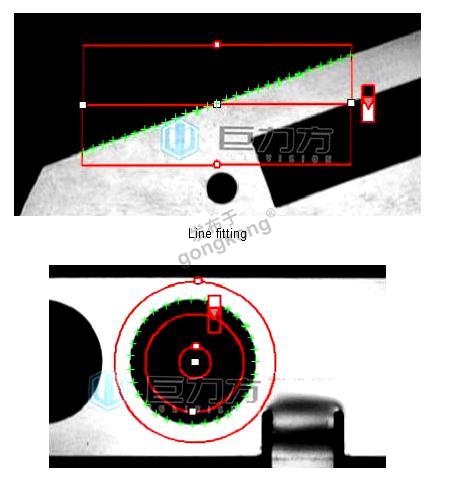
定 位
定位,就是对零件位移的计算和校正过程。
无论高速流水线上或离线式的检测检验,还是引导机械手进行拾取以及组装,机器视觉应用在很大程度上依赖于定位工具。定位工具、模式识别工具可以对零件的具体位置与方向进行精确的识别和确定。此定位结果,可以直接传输至材料处理设备(如机械手、运动抓取平台等)或用于引导其他检测工具的定位。
测 量
制造行业的尺寸测量需求随着工业技术的提升从接触式测量进化为非接触式测量,其测量具有全视场测量、
高精度和自动化程度高的特点。具备在线检测、动态检测、实时分析、实时控制的能力,具有高效、高精度、无损伤的检测特点。
检测环境、成像质量以及视觉算法都对先进的尺寸测量极为重要,结合高质量的相机镜头和稳定的光源技术,使用亚像素精度的尺寸测量算法,就可以保证测量的高准确度和可重复性。
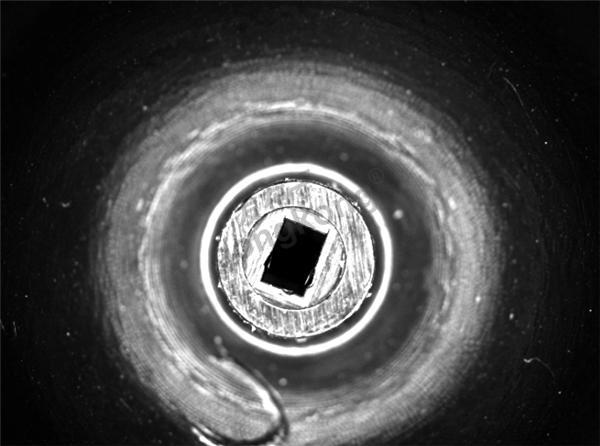
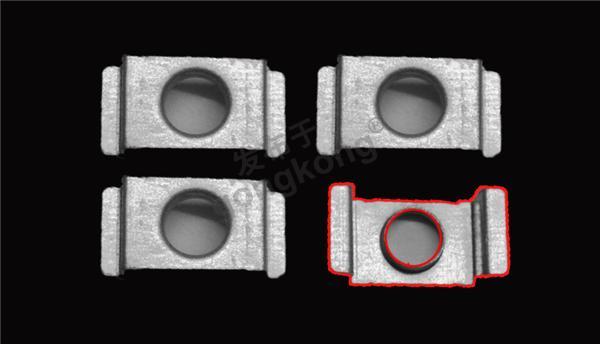
检测
缺陷检测,既是机器视觉领域最基本的应用,同时也是机器视觉最困难的应用。
质量控制在各种生产过程中都是至关重要的。机器视觉的参与有助于生产者发现如脏污、划痕、裂痕、瑕疵、污染、缝隙、坑等各种缺陷。这样的应用在电子、电气、制药、汽车、通用制造等行业均有大量的应用。机器视觉的检测能力比人眼更强大,能够更快更准确的发现并分类人眼无法发现的缺陷,而且可以全天候不间断运行。
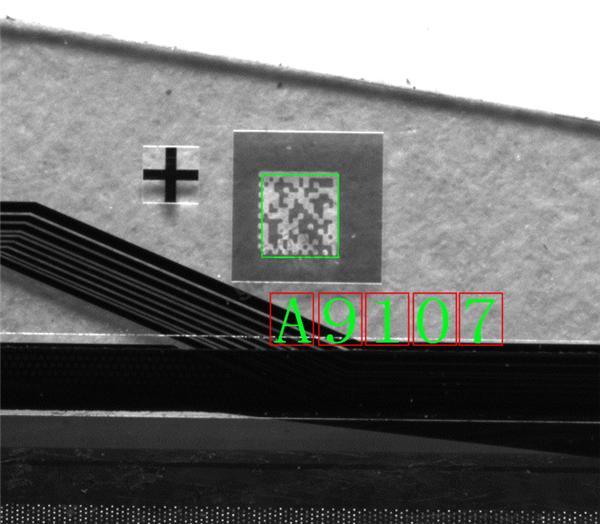
识 别
大量的机器视觉应用中都使用了包括OCR和一维码、二维码的读取,我们称这种过程为识别。识别工具的设计目的指在复杂的制造坏境中提供准确的识别结果,实现如在制品库存管理、零部件全流程追溯、条码字符验证、产品识别与分拣、日期批号验证等多种应用。





楼主最近还看过
- 图像的采样、频谱和分辨率
 [2980]
[2980] - 该如何对传送带上的物体进行...[2250]
- 关于DCS-500卷取软件的调试[946]
- CCD采集分辨率不够,怎么办?...[1079]
- PPT VISION中国机器视觉研讨...[1159]
- 康耐视视觉系列培训资料[3966]
- 询最佳控制方案[952]
- PLC 运动控制卡到底有什么...[9128]
- 机器视觉背光源知识[1033]
- 激光飞点扫描系统[984]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
