六西格玛管理在焊接工艺改进技术中的应用 点击:274 | 回复:1

六西格玛是一种注重流程、基于事实和数据、追求完美的质量管理方法,本文针对高温合金支架生产过程中焊缝合格率低的问题,采用六西格玛方法开展项目研究,通过定义、测量、分析、改善和控制5个阶段,提升了高温合金支架焊接工艺能力和控制保证措施,显著减少了支架焊缝缺陷数,经济效益明显.
一.定义阶段
1 产品及工艺方法简介
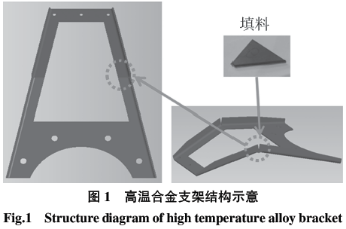
高温合金支架采用冷轧钢板形式的高温合金GH1131材料,支架厚度2mm,形状对称.支架整体呈弯折梯形状,弯折角度24°,弯折处有一处三角形缺口.焊接时将填料与缺口对接组合,沿对接处焊接,如图1所示.产品焊缝质量要求为玉极,需对焊缝外观质量进行目视检查和焊缝内部质量进行X光检查.
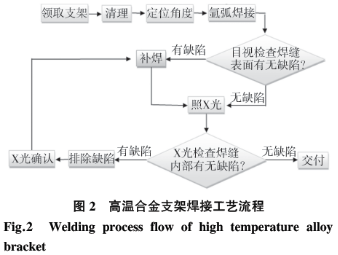
高温合金支架焊接的主要工艺方法为手工氩弧焊,根据支架结构与焊缝质量要求高温合金支架焊接工艺流程如图2所示.首先对焊接零件进行清理、定位,然后进行氩弧焊接,焊后进行目视检查和内部X光检测,并根据检查情况通过补焊等方法排除缺陷,最终检测无误后交付使用.
2 缺陷分析及目标定义
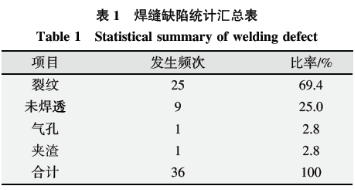
对近期生产的两批共20件高温合金支架、80条焊缝进行统计,焊缝不合格率为90%和40%.统计缺陷种类发现,一次焊接后高温合金支架焊接合格率仅为35%,缺陷类型以裂纹和未焊透为主,如表1所示.
对本项目进行关键质量分析,外部客户需求VOC为:下游单位投诉产品质量稳定性差,产品加工周期过长;内部业务需求VOB为:焊接质量不合格导致产品报废,浪费大量成本,质量稳定性差影响了单位品质声誉.最终得出品质关键点CTQ为:提高高温合金支架焊缝合格率.因此定义焊缝合格率为项目目标Y值:
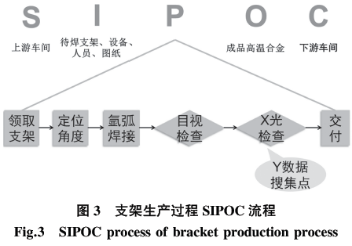
对高温合金支架生产过程进行SIPOC流程分析,如图3所示,确定X光检查为Y数据搜集点.并制定项目资格线为90%合格率,目标线为95%合格率.
二、测量阶段
测量阶段是六西格玛方法以事实和数据驱动的具体体现,本阶段将通过数据分析对测量系统予以评价,使用过程能力分析明确改进前的流程能力,并通过头脑风暴、因果矩阵及缺陷模式和影响分析等手段找出本项目要分析改善的关键因子.
1 测量系统分析
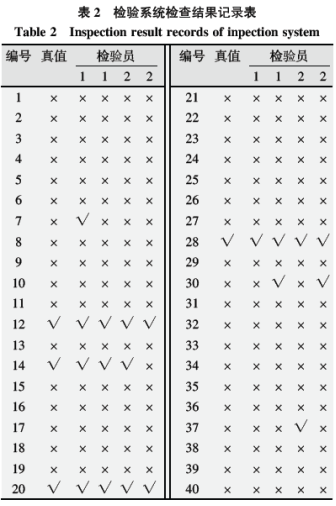
以某批次生产已知结果的10件高温合金支架的40条焊缝为分析对象.对各焊缝X光片进行编号后,要求两个检验员分别独立地对每条焊缝的X光片进行判别,并且无序的重复两次.焊缝无缺陷即为合格,依次记录检验结果,合格打"√",不合格打"×".两名检验员的检测记录结果如表2所示.
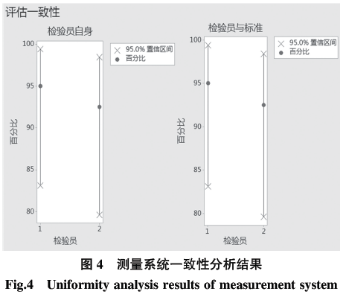
使用Minitab软件对表2数据进行一致性分析,结果如图4所示.由分析结果可知,两名检验员自身的评估一致性及分别与真值的评估一致性均远大于0.7,因此该测量系统可以作为本项目的评判标准.
2 目标过程能力分析
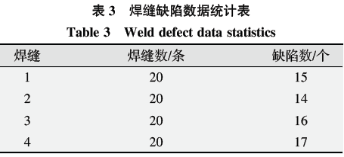
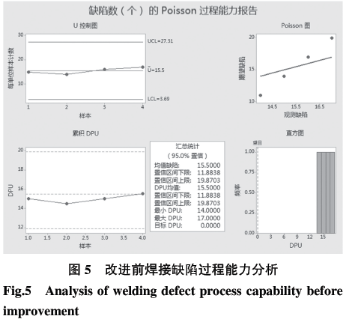
使用Poisson分布对改进前高温合金支架的焊缝控制水平进行过程能力分析,按焊缝位置分组,数据如表3所示.分析结果显示每20条焊缝在95%置信区间内,均值缺陷为15.5,下限为11.88,上限为19.87,如图5所示.
3 找出关键因子
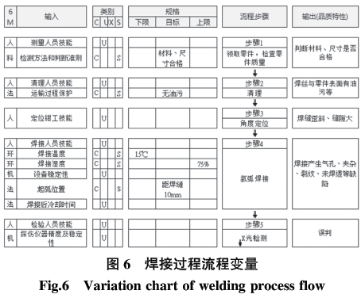
首先梳理焊接工艺流程,流程变量如图6所示,并通过头脑风暴法对分析人、机、料、法、环、测各环节,确定影响焊缝质量的因子14个[4-6].
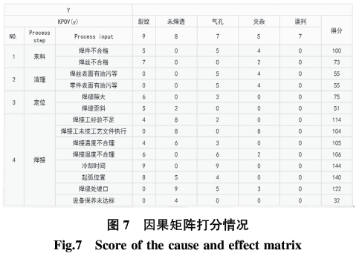
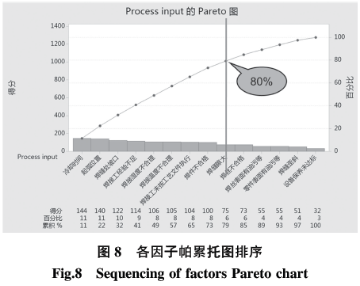
然后通过因果矩阵对14个因子打分.利用帕累托图排序、筛选出累计影响占比前80%的9个因子,如图7、图8所示.
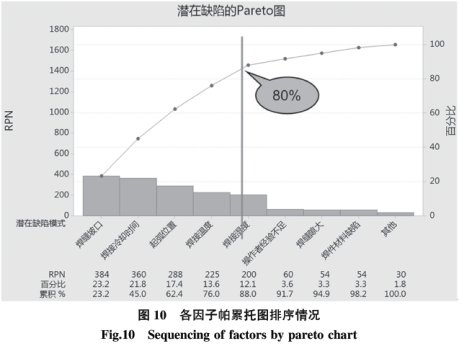
再次使用过程缺陷模式和影响分析进行打分,数据如图9所示.运用帕累托图排序(见图10)、筛选出对焊缝质量影响最大的5个潜在关键因子,依次为:焊接冷却时间、起弧位置、焊接坡口、焊接湿度、焊接温度,待后续阶段分析改善.

三、分析阶段
分析阶段在整个项目中起到承上启下的作用,同时也是最难预见的阶段.通过仔细研究问题与数据的特点,采用相应的假设检验方法对测量阶段确定的潜在关键因子逐一验证,对显而易见的问题和对目标值无显著影响的问题,根据数据趋势通过快速简单的方法予以改善,对于复杂的和对目标影响显著的因子留待改善阶段分析改善.
1 制定分析检验计划
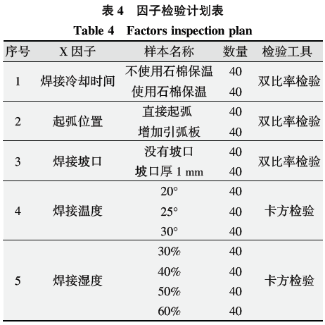
根据测量阶段确定的5个潜在关键因子的数据类型选择相应的分析检验工具,并分别通过40条焊缝的试验数据进行分析,具体检验计划如表4所示.
2 各因子具体分析
焊接冷却时间分析
使用双比率检验对焊接冷却时间进行对比分析,采用相同焊接环境、起弧位置和焊接坡口,冷却时间通过是否使用石棉保温控制.试验结果表5所示.
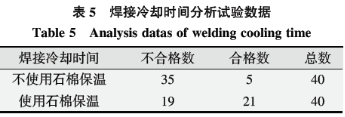
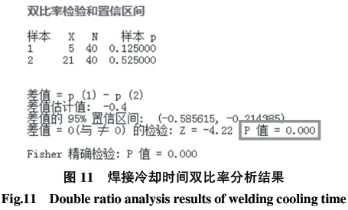
采用Minitab软件分析试验数据,结果如图11所示.拒绝原假设概率P=0,因此焊接冷却时间具有统计显著性,是关键因子,且得知使用石棉延长冷却时间有利于提高焊缝质量.
起弧位置分析
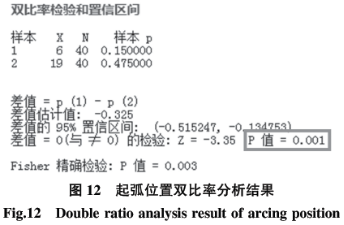
使用双比率检验对起弧位置进行对比分析,采用相同焊接环境、焊接坡口状态和焊接后冷却时间,通过是否增加引弧板控制起弧位置.试验结果表6所示.
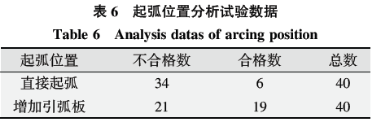
使用Minitab软件分析试验数据,结果如图12所示.拒绝原假设概率P=0.001,因此起弧位置具有统计显著性,是关键因子,且得知增加起弧板有利于提高焊缝质量.
焊接坡口分析
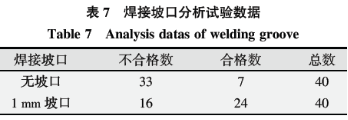
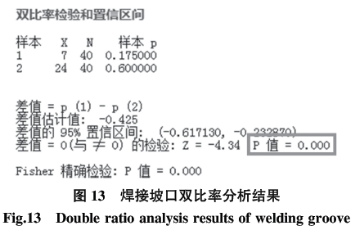
使用双比率检验对焊接坡口进行对比分析,采用相同焊接环境、起弧位置和焊接后冷却时间,由于支架厚度为2mm,对于GH1311材料而言偏厚不易焊透,因此在一组试验中设置1 mm的焊接坡口[7].试验结果表7所示.
使用Minitab软件分析试验数据,结果如图13所示.拒绝原假设概率P=0,焊接坡口具有统计显著性,是关键因子,且得知设置焊接坡口有利于提高焊缝质量.
焊接温度分析
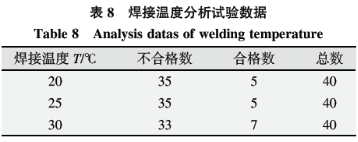
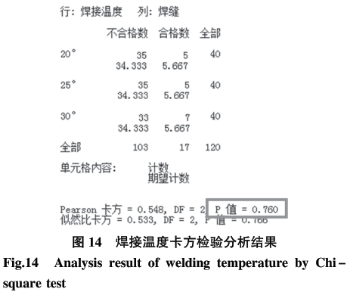
使用卡方检验对焊接温度进行对比分析,采用相同焊接湿度、起弧位置、焊接坡口状态和焊接后冷却时间,在不同焊接温度下进行试验.试验结果表8所示.
使用Minitab软件分析试验数据,结果如图14所示.拒绝原假设概率P=0.760,远大于0.05,因此焊接温度对目标值Y无显著影响,焊接温度不是关键因子.但是从试验数据可知,温度越高,焊缝合格率越高,所以应严格控制施工环境温度不低于20℃.
焊接湿度分析
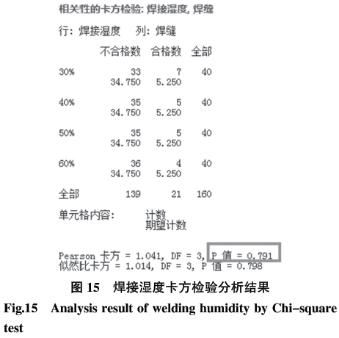
使用卡方检验对比分析焊接湿度,采用相同焊接温度、起弧位置、焊接坡口状态和焊接后冷却时间,在不同焊接湿度下进行试验.试验结果如表9所示.
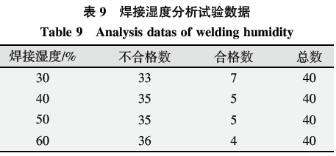
使用Minitab软件分析实验数据,结果如图15所示.拒绝原假设概率P=0.791,远大于0.05,因此焊接湿度对目标值Y无显著影响,焊接湿度不是关键因子.但是从试验数据可知,湿度越小焊缝合格率越高,所以应严格控制施焊环境湿度不高于70%.
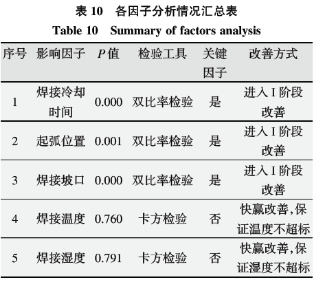
3 分析总结
经过以上分析,确定出焊接冷却时间、起弧位置、焊接坡口是关键因子,将进入改善阶段进行改善.焊接温度和湿度不是关键因子,进行快赢改善,明确了应严格控制在符合要求的环境下进行焊接施工.具体分析情况如表10所示.
四、改善阶段
通过前三个阶段的分析研究,对于高温合金支架焊缝合格率低问题产生的根本原因已经有了相对准确的认识,改善阶段的主要目标是通过试验方法形成针对各关键影响因子的最优工艺方案,实现提高焊缝合格率的目标值.
1 试验设计
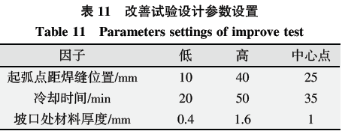
根据分析阶段的分析结果,影响焊缝合格的关键因子为焊接冷却时间、起弧点与焊缝距离、坡口处材料厚度.因此采取每个因素选取2水平加1中心点的试验设计方案,具体参数设置如表11所示.
2 试验结果及分析
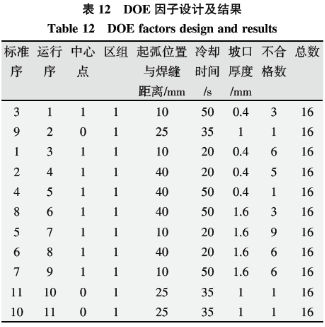
基于随机、重复、区组化的原则,使用Minitab软件对试验设置及运行顺序进行排列,每种参数设置16条焊缝进行试验,结果如表12所示.
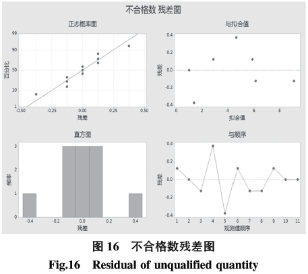
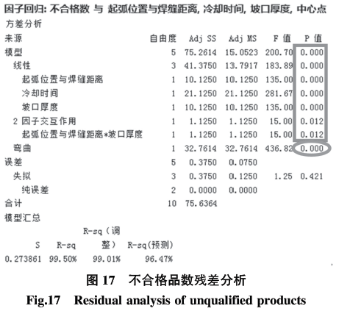
根据DOE因子设计及结果生成不合格数残差图,如图16、图17所示.结果显示各因子及其交互作用的P值均小于0.05,因此具有统计显著性.但是设计结果弯曲P值为0,说明有严重的弯曲存在,需对不合格参数进行响应曲面试验设计.
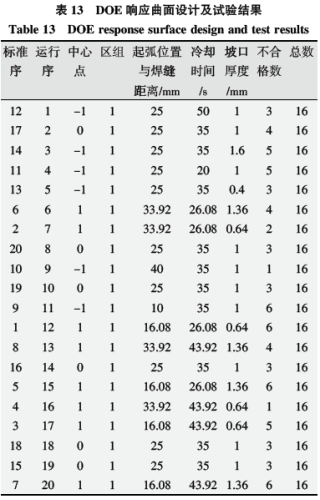
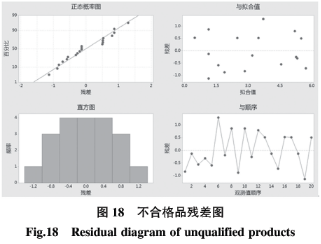
对项目进行DOE响应曲面设计,参数设置及试验结果如表13所示,同样绘制残差图,如图18所示,分析数据显示,P值均小于0.05,具有统计显著性,并且回归模型误差占总误差的93.85%,说明试验拟合较好,影响因素显著.
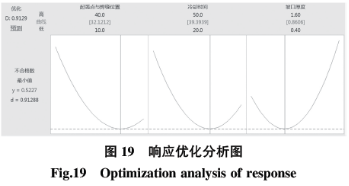
最后通过响应优化器进行优化分析,如图19所示,得出最优解:根据实际条件和成本考虑,设定起弧点距焊缝距离为32 mm,冷却时间40 min,坡口厚度0.9 mm.采用最优参数施焊,16条焊缝不合格品拟合数为0.523,95%置信区间为(0.040,1.006).
五、控制阶段
控制阶段是项目维持改进成果的重要阶段,也是六西格玛方法中持续改进、追求零缺陷理念的体现.基于以上4个阶段的改进成果,后续焊接的3批各40条焊缝的缺陷数分别为2、2、1,焊缝合格率Y值为95.8%,已经达到目标值95%.
项目在将改进参数标准化,固化到工艺文件及生产中的同时,还制定了控制计划,每批次100%检查三个关键因子,并通过控制图进行分析控制,持续改进.经统计,随着焊缝合格率的提升,仅员年时间内,在减少返修和报废等方面节省的成本就达到了62.7万元,经济收益和社会效益明显.
通过开展六西格玛项目的方式研究了某高温合金支架焊接合格率低的问题,通过流程梳理、试验研究、数据分析等方法,确定焊接冷却时间、起弧位置和焊接坡口尺寸是影响高温合金支架焊接质量的关键因素.通过设计试验工艺优化得到了最优焊接工艺参数,有效提高了高温合金支架的焊接合格率,为生产过程带来显著的经济效益.
同时本研究方法也体现了六西格玛方法在质量改进领域的科学性、严谨性,证明了六西格玛方法在焊接领域应用的可行性,为后续类似产品的生产、改进提供了新思路.
欢迎关注(张驰管理咨询专业做六西格玛、精益生产管理培训咨询与项目辅导服务)





楼主最近还看过

- 办公室5S改善案例
 [500]
[500] - 张驰咨询:轨道交通行业推行精...[1194]
- 武汉S快递应用六西格玛提高客...[473]
- 电子制造业推行张驰咨询精益...[686]
- 机械业推行单件流培训失效的...[855]
- 海尔集团:让六西格玛理念融入...[569]
- 六西格玛项目成功实施的六个...[461]
- 江苏精益生产培训公司怎么选...[673]
- [强烈推荐]步科周长国:国产品...[3033]
- 精益生产管理的“三心”管理——...[482]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
