西门子PLC应用在自动分拣问题求助! 点击:1476 | 回复:21







楼主最近还看过





发表于:2019-07-17 16:29:13
17楼
不知道楼主有思路没有,之前我有发过类似的要求,不过是用三菱PLC写的。http://bbs.gongkong.com/d/201607/681561_1.shtml 可以参考一下
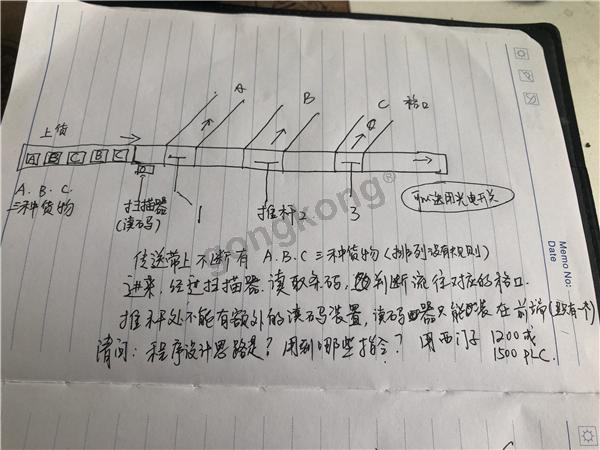
思路是:用三个先入先出指令来做
1:经过扫描器时,将产品值填表1
2.经过推杆1时,将产品值放入第一个先入先出存储,如果是1,推杆1动作,否则填表2
3.经过推杆2时,将产品值放入第二个先入先出存储,如果是2,推杆2动作,否则填表3
3.经过推杆3时,将产品值放入第三个先入先出存储,如果是3,推杆3动作,否则填表4
如此类推。。。

热门招聘
相关主题
- (已结帖)工控PLC擂台第43期-...
 [8736]
[8736] - MOV H0C81 D8120是什么意思[17758]
- 致初学PLC者:新人学PLC编程的...[18070]
- 手动控制与自动控制方式的请...[13160]
- 三菱Q系列PLC中D,R,ZR寄存器...[16376]
- 工控老鬼 图解西门子S7-300系...[16963]
- 修工控网站发布修“活儿”任务...[7174]
- 各位 请帮我解析下 PLC闪烁电...[9004]
- 用S7-200编程的三个实例的解...[13648]
- 工控老鬼 工控人生之 在现场...[8817]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
