基于三菱PLC与视觉检测的快速分拣控制系统 点击:1540 | 回复:1

发表于:2019-07-05 11:11:25
楼主
最近小弟在研究一个项目,这是项目是有人做好了的,我看见之后想自己学习一下,不过还没有想到最终的方案,现在拿出来跟大家分享一下,希望有高手指点指点。
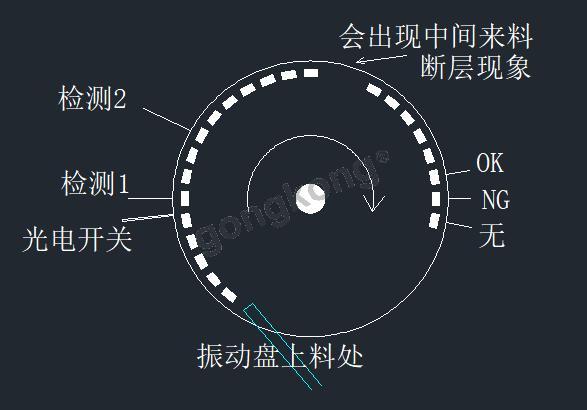
用三菱PLC与视觉影像合作检测产品,产品类似于一个小方块,通过振动盘上料,上料至一个转盘上,转盘一直在转动(可使用步进电机),产品流过相机镜头时进行检测,一共有两个相机进行检测,检测完之后视觉检测端经过PC将检测结果传送至PLC,在转盘的后端有三个吹气装置,分为OK,NG,无检测结果,PLC根据接受到的检测结果将产品吹气到相应的收料盒。这是一个产品的动作流程,在实际操作中,振动盘在持续上料,视觉一直在检测,然后把检测结果传送至PLC,PLC必须准确的在三个出料口位置处将产品分拣到各自相应的料盒中。
在PC将结果传送至PLC之后我准备用移位指令来追踪产品的信息,但是考虑到几个方面的因素,在何时触发这个移位指令将检测信息追踪下去,我有点困惑,一是产品在转盘上一直是转动的,如果来料是很规则的,那我可以根据产品之间的距离来固定出发移位指令,但是有可能来料有的时候会断层,所以这个好像有点问题。二是就算来料是有规则的一个接一个,距离也基本相同,那我用固定距离来触发移位指令来,将结果向后传送,但如何让产品到达出料口位置的时候精确的分拣出来。最后肯定会出现后面没有料了,那我在出料口的如何判断有料与无料,有料的时候检测结果没有。在出料后位置是没有检测光电开关的。
关于这个项目具体应该用什么指令来做,我也正在研究,现在发出来欢迎有兴趣的朋友一起来讨论一下,更欢迎有经验的高手指点指点。





热门招聘
相关主题
- 新观察—请问什么是《智造》
 [742]
[742] - 常见切割机型号详细介绍[913]
- 工控机有哪几种防控等级?[830]
- 华镕:智能制造中的先进传感器...[4256]
- 第五项修炼中的闭环原理(二)...[995]
- 详解倾角传感器在塔吊监控中...[1399]
- 颜色传感器工作原理[947]
- 海外镜鉴 ----日本娱乐人物贵...[1927]
- 智能制造新理念------智能制...[2079]
- eplan导入csv文件到部件里如...[7679]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
