自动化改造解决方案引领齿条先进制造 点击:153 | 回复:0

自动化改造解决方案引领齿条先进制造
齿条是机械工业中的基础部件,也是不可缺少的重要部件,广泛应用在机床、电力系统、冶金机械、农业机械和运输机械等工业设备中。
在装备制造智能化发展的趋势下,我国某齿条生产企业齿条生产设备只在少数的几个工序实现自动化,多数工序需人工辅助,部分工序仍完全人工操作,齿条各加工设备相互孤立,工序间转运由人工手持搬运。由于齿条生产工序多,转运频率高,造成工人劳动强度大。同时,操作车间噪音大,有损工人身体健康。更严重的问题是,此生产现状下,齿条生产效率低,产能难以突破,经济效益差,制约企业发展。
北钢联智造®工程师深入该企业生产车间,详细调研了解齿条生产的工艺过程、人员参与情况,凭借丰富的自动化设备研制与改造经验,在不改变齿条生产原工序顺序的情况上,对齿条孤立加工设备进行改造提升与无缝隙联动,形成整线。
改造前工序
齿轮从粗加工坯料到成品需要经过立加、粗磨外圆、粗滚齿、热处理、校直、精磨外圆、精滚齿、探伤、退磁、清洗、压轴承、铆压挡圈工序。其中立加、粗磨、校直工件水平放置夹具上,粗滚齿、热处理工件竖直放置夹具上,校直之前与校直之后的工序分别由两类操作工人辅助操作完成,其中的探伤工序完全需要人工查看裂纹。

图1 车间生产图
改造后的自动生产线
自动生产线由:步进上料机、切换缓存工装、移动机械手、机械手运行轨道、视觉检验系统、供电系统、安全防护系统、控制系统等组成,实现原料自动转运、上线、加工工位转换、下线、成品转运入库等功能。
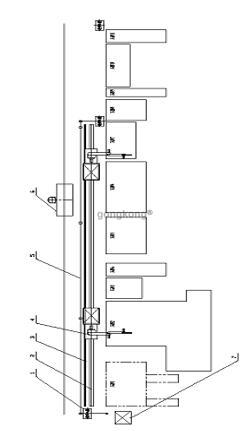
图2 齿条生产线方案总图
主要结构运行流程介绍
步进上料机运行状态
步进上料机缓存仓上料——步进上料机启动——(步进输送机构——运行 ——物料检查——下料)循环运行——停止——关机
切换缓存工装运行状态
切换缓存工装启动——((上料——物料检查)上料完毕——(下料——物料检查)下料完毕——定位装置打开——旋转切换——定位装置关闭)循环运行—— 关机
控制系统介绍
控制系统采用DCS控制系统,由转运控制、工位转换控制、缓存存取料检测控制、视觉检验控制、分选控制等控制部分组成。控制系统考虑到设备的运行可靠性、升级需要,PLC部分输入输出点预留15%富余量。
由北钢联智造®改造的齿条自动生产线具备结构精简、操作简易、规格更换简单、维护成本低、主体机构具备兼容互换性,能适应多规格、生产效率高的优势,班产由原来的400个/8h提升到650个/8h,解放人工,提高生产效率,帮助客户成功解决问题。





- 技术前沿----探秘未来世界的...
 [1042]
[1042] - VisionPro编程笔记:用CDC相机...[1794]
- 新观察—请问什么是《智造》[742]
- 许永硕:MES是新一轮企业应用...[2545]
- (汽车行业MES)生产计划与制程...[1636]
- 世界互联网大会网络安全厂商...[1028]
- SMT/PCB/FPC全自动贴标机-高...[762]
- 制冷衣---个人降温解决方案[888]
- 智能知识-----质量=良心+责任...[777]
- 智能制造新理念------智能制...[2079]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
