每日一图——卷链机 点击:4615 | 回复:37

发表于:2014-12-10 08:50:12
楼主
和朋友一起做的卷链机。拍个照


呵呵,台达PLC,维纶人机,康沃变频器,凯恩帝步进;开始考虑的架构:
设备要求:卷链马达以2.3S/圈(变频器50Hz)的速度收取链条;每卷满一圈,送料支架需要移动到傍边一格位置(类似绕线机);切换距离,1/8圈链条;同时需要手动模式或者异常情况下可以慢速(20Hz)进行卷链进或者退;卷链开始时,设备需要定义固定位置。
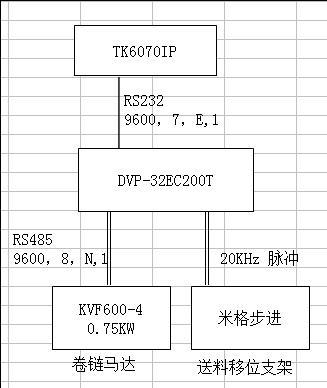
遇到问题:
1。变频器运转4,5秒自己停止运转;
2。步进速度上不去,最大只能300RPM;
解决:
1.借助PLC的秒脉冲,每秒发送一次运转指令;
2.更换驱动能力大点的步进(无效果);后面客户说以前机器用的步进还剩一套,更换客户步进,客户步进最少脉冲圈数为3000Pulse/圈,PLC脉冲频率不够。。。。。更换PLC;
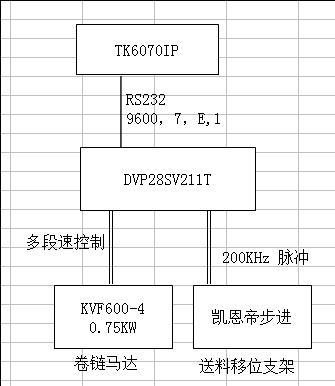
问题:
1。仍采用485通讯控制变频器时,通讯经常出错,无法正常起停;
2。步进速度仍然无法超过300RPM;
解决:
1.尝试将变频接地,步进接地,无改善,考虑可能是SV机种和EC机种差异,没有合适解决办法,改由多段速模式控制;
2.步进听取了苏北-电工的经验,原不带加减速指令DPLSY,修改成带加减速的DPLSR;得以解决。最大可以到1000RPM;
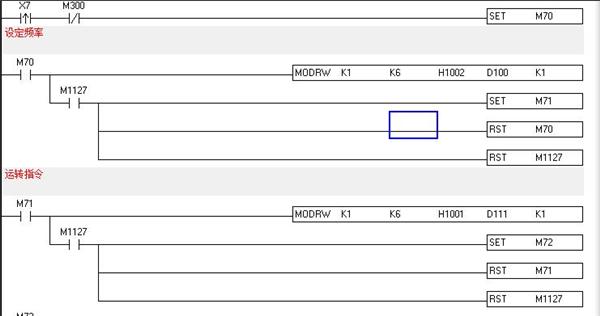
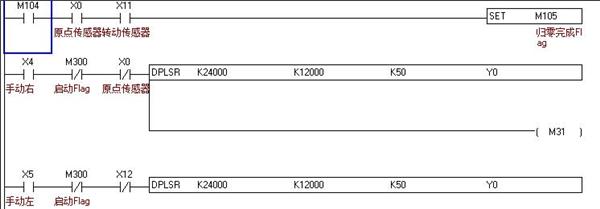
部分程式截图:













热门招聘
相关主题
- 2015年的第一场雪
 [846]
[846] - 我来评“自动化在中国”0807期...[1866]
- 制动电阻线正负极要区分吗?[13117]
- 每日一图——为什么伺服都是22...[1085]
- 2015年工博会有感[1597]
- 工业以太网工业[1087]
- 晒晒进口设备上的总电源开关[3726]
- 组图:沈阳发现日军发动九一八...[914]
- 【帮助】gongkongTV视频文件下...[1169]
- 请问摄影大赛的纪念奖奖品什...[949]

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
