控制器功率因数与电表不符?大概率是380V电压相线接错了 点击:48 | 回复:0

前些日子帮一家小型五金加工厂检修无功补偿控制柜,碰到一桩老毛病:车间机床负荷平稳运行,电表实测功率因数接近1,可柜上无功补偿控制器屏显只有0.5,电容投切乱动作,车间电工先后更换控制器、排查电容器好坏折腾大半天,故障依旧,最后查出来根源只是电压相线接线错位。
在低压380V电容柜改造施工里,这类接线失误十分普遍,不少从业多年的老师傅都容易踩坑,结合本次现场故障,细说相线接错带来的故障现象、辨别办法与区分要点。
一、故障现场概况:设备无异常,功率因数数值对半缩水
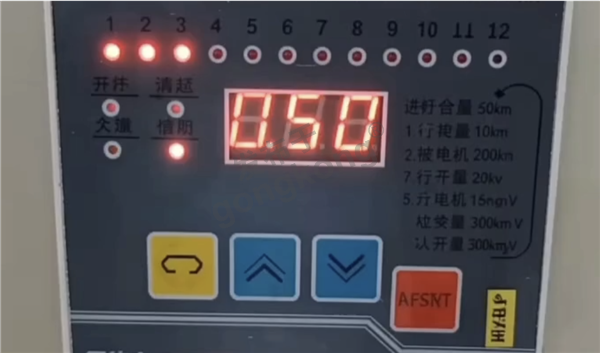
该五金厂配电为常规三相380V低压供电,上月刚完成无功补偿柜改造换新控制器。改造完工投产一周后,厂区电工发现异常:全厂冲压、切削机床全天稳定投产,没有大功率感性设备空载运行,电力远程抄表功率因数稳定在0.98~0.99,趋近于1。但柜体自带补偿控制器实时显示功率因数固定在0.5上下,控制器频繁判定无功缺额,无序投切补偿电容,造成电容频繁启停损耗加大,还出现过无功过补倒送电网的情况。
起初检修思路优先锁定元器件故障:先后拆换全新补偿控制器、逐个检测并联电容器容量、检查电流互感器接线紧固度,全部元器件检测合格,排除硬件损坏问题。顺着线路捋查电压采样线时,发现控制器进线的U、V、W三相电压相序接岔,调换相线后开机试运行,控制器数值瞬间和外网电表数据匹配,故障消除。

二、故障原理:相线错接产生60°相位偏移,功率因数计算失真
无功补偿控制器依靠采集三相电压、电流的相位差值核算功率因数,380V工频三相电源各相间相位相差120°,一旦控制器侧三根电压相线任意错相,采样得到的电压相位和实际负载电流相位会固定偏移60°。
余弦值cos60°恰好等于0.5,这也就是实际功率因数趋近1时,仪表固定显示0.5的核心原因。只要出现60°固定相位差,控制器内部运算逻辑全部错乱,无法正确判断系统无功余量,电容投切逻辑紊乱,要么频繁投切、要么长期不投电容。
不同于元器件老化故障数值无规律跳动,相线接错带来的读数偏差有固定规律,不同实际功率因数工况下,仪表测算数值有固定对应关系:系统真实功率因数0.9时,错线后读数要么0.07要么0.83;真实0.8,显示-0.12或0.92;实际0.5负载工况,错线后仪表甚至会显示满值1.0。现场检修时对照数值对照表,就能快速锁定故障诱因。

三、老电工三步现场快速甄别法,不用精密仪表
常年跑配电现场总结出简易排查步骤,不用相位表、示波器,依靠现场电表和负载工况就能判定接线错误:
1:凭负载估实际功率因数
查看车间在用设备,纯电机类感性负载多,功率因数偏低;精加工机床配套变频装置多,无功损耗小,功率因数普遍偏高,再对照配电室供电计量表读数,锁定系统真实功率因数区间。
2:对照补偿控制器显示数据
记录控制器屏幕当前功率因数数值,和电表实测数据做比对。
3:对照参考表反向核对故障
实测数据和仪表读数差值符合60°偏移对应的数值规律,直接判定电压相线接错,无需继续排查电容、控制器本体。
四、老电工提醒:电压错相60°偏移,电流反接180°反向
检修中很容易把相线接错和电流线接反两种故障弄混,二者故障表象差异明显。
电流互感器二次线正负极接反,采样相位偏移180°,cos180=-1,控制器功率因数直接显示负值,系统无功性质反转,和电压错相固定0.5左右读数特征不同。遇到负数功率因数优先查电流极性,读数固定异常参照60°规律就查电压相序,检修效率大幅提升。
低压补偿柜新装、改造接线完工后,务必空载试运行10~20分钟,对比计量电表与补偿控制器功率因数,数值偏差异常先核查电压采样相序,避免后期投产出现电容频繁投切、电费罚款等经济损失。日常巡检若出现功率因数读数反常,优先排查接线,减少盲目更换仪表配件。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
