ProfiNet转CCLKIE网关实现西门子PLC与三菱伺服驱动 点击:136 | 回复:1

一、项目背景与痛点
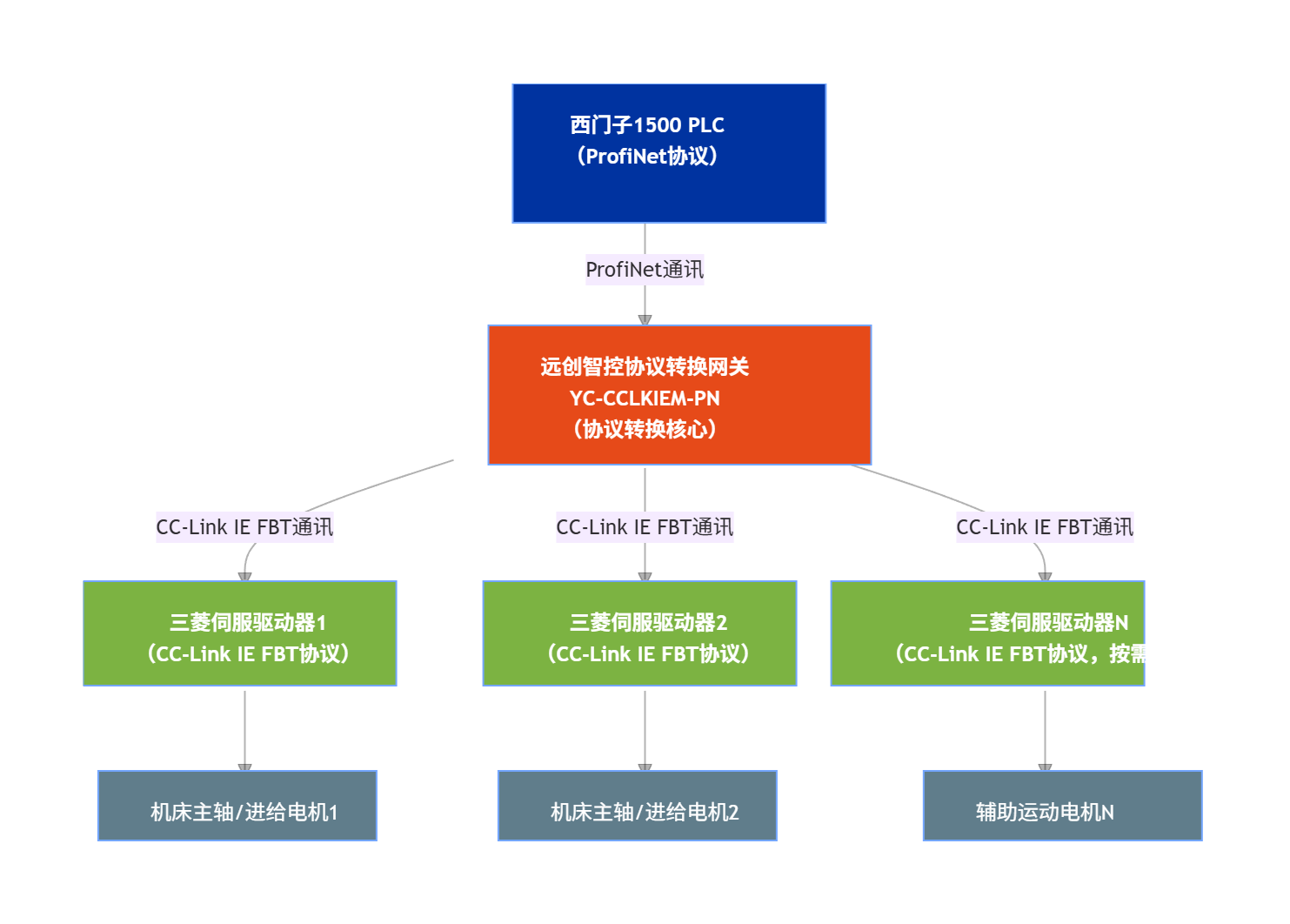
项目现场原有一条 2018 年投产的“开卷-校平-送料-冲裁-码垛”线体,上位控制器为西门子 S7-1516-3 PN/DP,现场 I/O 与 15 台 G120 变频器走 PROFINET IRT,节拍 28 SPM(冲次/分钟)。设备部门选型的结果是:三菱 HG-KR 系列小惯量电机 + MR-J4-B 伺服驱动,驱动器自带 CC-Link IE FB Ver.2,最高 4 Mbps,最小站周期 1.7 ms,电子凸轮曲线由 MR Configurator2 直接生成。
矛盾点就此出现——西门子 PLC 只能发 PROFINET,而三菱伺服只认 CC-Link IE FB,二者物理层、数据层、应用层完全异构;若把整套 PLC 换成三菱 iQ-R 系列,停机周期至少 3 周,成本 46 万元,被生产部直接否决。于是“协议转换网关”成为唯一可行路线。
二、方案选型与拓扑
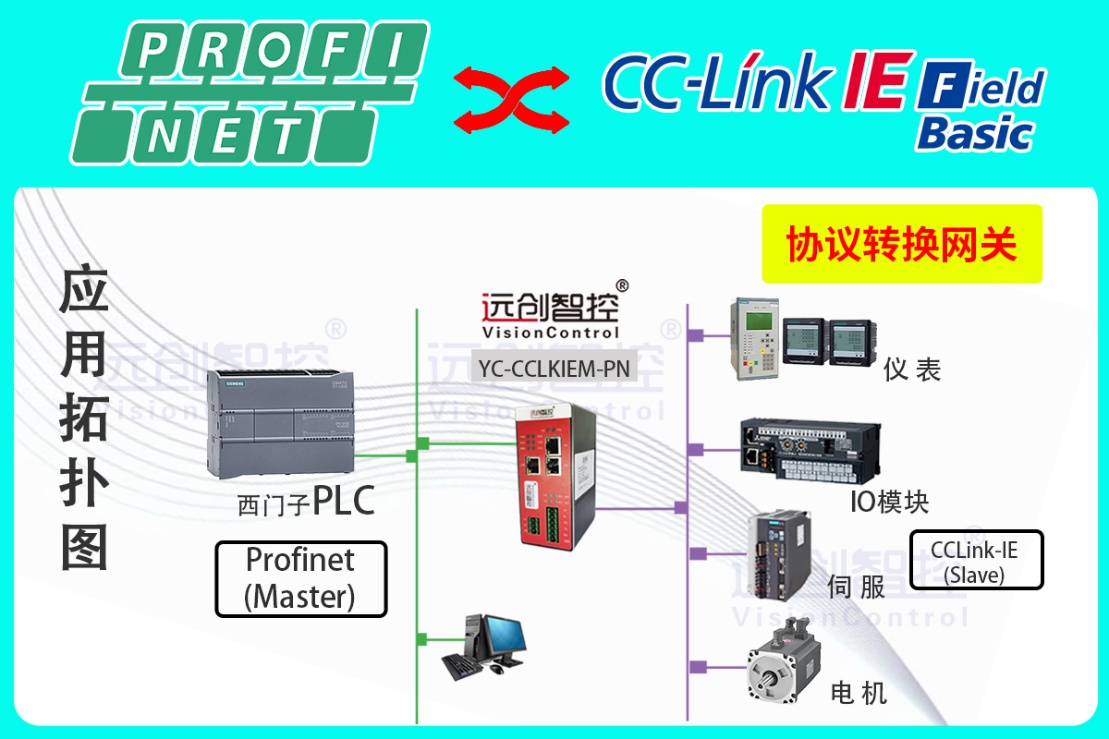
经 4 家网关厂商对比,远创智控 YC-CCLKIEM-PN工业级协议转换网关在 2025 年 9 月刚刚拿到 CC-Link IE FB 一致性测试 A 级报告(编号 CLPA-2025-09-18-07),支持 PROFINET IRT 从站、CC-Link IE FB Ver.2 主站,最小转发延迟 250 μs,自带双口以太网支持 MRP 环网,且提供 TIA Portal GSDML 文件,可像普通 IO 设备一样直接拖曳组态,因此敲定该型号。拓扑如下:
· S7-1516-3 PN/DP(6ES7 516-3AN01-0AB0)→ 交换机 X204-2IRT(6GK5 204-2BB00-2AA3)→ YC-CCLKIEM-PN Port1(环网冗余)
· YC-CCLKIEM-PN协议转换网关正面 8 位拨码,站号 1,波特率 4 Mbps,占用 4 站×32 RW 字节
· MR-J4-B 共 6 轴,站号 2-7,每轴 8 RW 字节(位置 4 字节 + 速度 2 字节 + 扭矩 2 字节)
· 24 VDC 电源采用普尔世 QT40.241,网关功耗 3.2 W,每轴伺服通讯口功耗 0.3 W,总电流预算 < 2 A,原柜内电源刚好富裕。
三、硬件接线与接地
1. PROFINET 侧:YC-CCLKIEM-PN工业智能网关自带两个 RJ45,支持 MRP。项目现场把 Port2 与交换机 X204-2IRT 环回,构成 < 50 m 单模光纤环,任何一根网线被冲床振动碰断,自愈时间 < 200 ms,对 4 ms 伺服周期零影响。
· CC-Link IE FB 侧:网关 Port1(RJ45)→赫斯曼交换机→MR-J5 驱动器 CN11 口;
· 拓扑:总线型,站号 1~24,每站 256 Byte 输入/256 Byte 输出,总计 6 kB 循环数据;
· 刷新周期:1 ms,网关自动广播"Refresh"帧,保证伺服 16 kHz 电流环与 4 kHz 速度环实时跟随。
2. 接地:网关金属壳体与柜内 PE 排一点接地,避免 PROFINET 与 CC-Link IE FB 出现地电位差;同时用 6 mm² 黄绿线把 6 台伺服驱动器 PE 串成“日”字形,最终与冲床机身接地极 < 1 Ω。

四、软件配置步骤
1. TIA Portal 侧:
a. 导入 GSDML-V2.4-YC-CCLKIEM-PN-20250915.xml,拖曳到 PROFINET 网络,设设备名“CCLK-Master”,IP 192.168.1.20,更新时间 2 ms,数据长度 64 字节输入 / 64 字节输出。
b. 在“设备视图”中建立 6 个槽,对应 6 轴映射:槽 1 为轴 1(8 Byte I / 8 Byte Q),槽 2 为轴 2 … 槽 6 为轴 6,这样 PLC 侧逻辑地址连续,方便后续 FOR 循环。
c. 下载完成后,用在线诊断确认 2 ms 周期无丢包,网络负载 11%。
2. MR Configurator2 侧:
a. 逐台设置站号 2-7,波特率 4 Mbps,模式“绝对位置 + 速度前馈”,电子齿轮 1048576 pulse/rev,丝杆螺距 10 mm,换算后 1 μm = 0.104 pulse。
b. 把站 2 设为“电子凸轮主轴”,站 3-7 为“从轴”,凸轮曲线 360° 分 4096 点,由冲床编码器 720 ppr 经 1:2 同步带提供。
3. YC-CCLKIEM-PN 配置工具:
a. 用 USB-C 线连接网关,打开 YC_Config_V1.7.2,读取固件,确认硬件版本 V2.3。
b. 在“PN→CCLK 映射表”中,把 PLC 输出字节 QW0-QW63 对应到 CC-Link IE FB 主站 RWw0-RWw31;把 CC-Link IE FB 主站 RWr0-RWr31 对应到 PLC 输入字节 IW0-IW63。
c. 启用“时钟同步”选项,让网关把 PROFINET 的 2 ms 节拍倍频后生成 1 ms 的 CC-Link IE FB 同步中断,保证两网 jitter < 50 µs。
d. 写入参数后重启,绿色 RUN 灯常亮,LNK 灯 100 ms 闪烁,代表主站已轮询到 6 台从站。

五、PLC 程序开发要点
1. 采用西门子官方 LAcyc 库,用 “ReadWriteRecord” 一次性把 64 字节用户数据搬移到 DB100,减少 IO 访问次数;
2. 电子凸轮计算放在 2 ms 等时中断 OB61,主轴角度由高速输入 TM PosInput 2 × 24 V 差分读取,分辨率 0.088°;
3. 伺服命令先写目标位置 4 字节,再写控制字 6040h(启动、使能、急停),最后统一触发“同步写”位,保证 6 轴同时更新;
4. 故障位 1 ms 轮询,一旦任何轴报警,PLC 在 10 ms 内把冲床离合器气压切断,同时把凸轮曲线切换到“安全回零”段,确保模具不撞车。

六、项目总结
YC-CCLKIEM-PN工业级协议转换网关在本次“德系-日系”协议混搭场景中,以 250 µs 级转发延迟、零丢包、即插即用的表现,让西门子 PLC 与三菱伺服像“同一品牌”一样协同工作,既保护了用户原有 PROFINET 资产,又享受了日系伺服高性价比的电子凸轮询功能。





楼主最近还看过


官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
