ProfiNet转Ethernet/IP实现西门子PLC与罗克韦尔的实时数据交互全流程解析 点击:200 | 回复:0

一、行业背景
新能源汽车电池制造是当前工业自动化领域增长最快的细分市场之一。随着动力电池产能扩张与技术迭代,产线对高精度装配、实时数据交互和系统兼容性提出了更高要求。在某头部电池企业的模组装配线中,面临着不同品牌设备通信协议不兼容的问题,难以实现设备之间的协同工作和数据共享,亟需一种有效的协议转换解决方案来优化生产流程。

二、系统架构与设备选型
· 核心控制层:
o ProfiNet主站PLC:选用西门子S7-1500PLC(型号:CPU1518-4PN/DP,支持ProfiNetRT/IRT,内置双端口千兆以太网),负责整个生产线的逻辑控制和数据处理。
o EtherNet/IP主站PLC:采用罗克韦尔ControlLogix5580(支持EtherNet/IPCIPSync,支持1Gbps通信速率),主要用于控制和管理采用Ethernet/IP协议的设备。
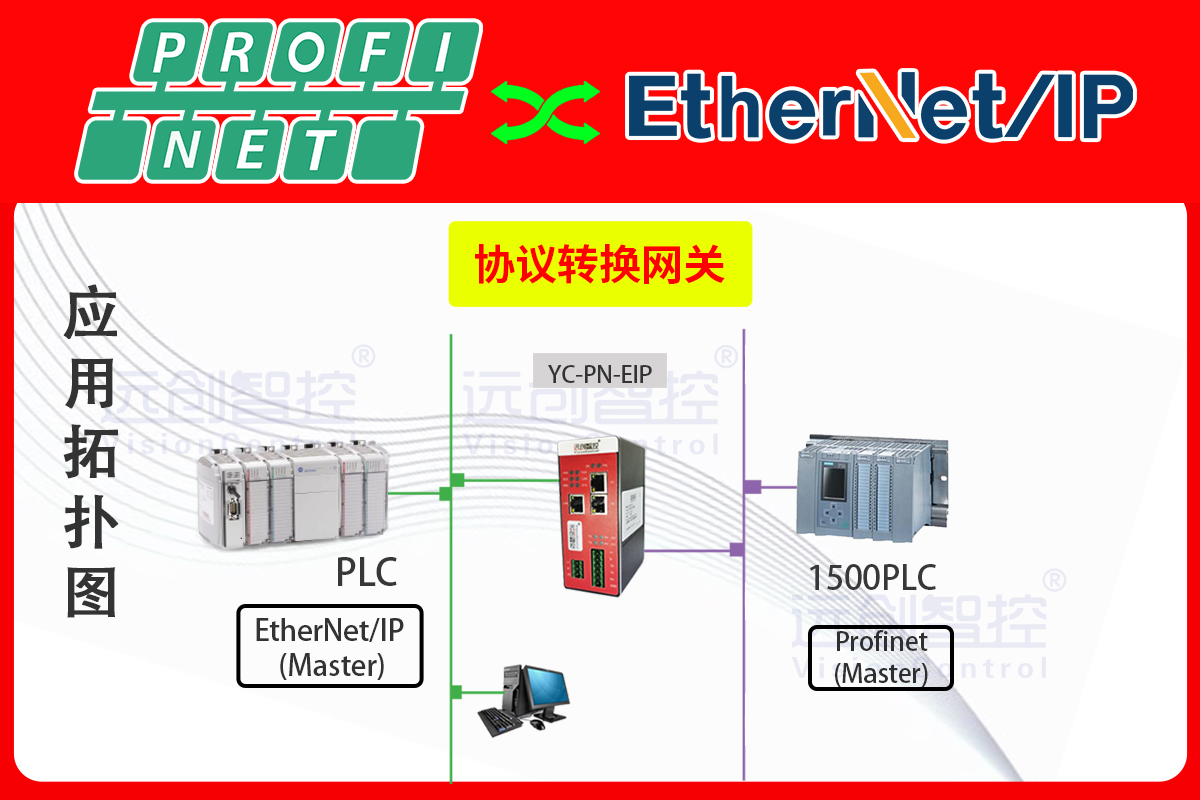
· 协议转换网关:部署远创智控ProfiNet转Ethernet/IP协议转换网关,作为ProfiNet网络和Ethernet/IP网络之间的桥梁,实现两种协议的互相转换和数据交互。
· 执行层与检测层:
o 焊接机器人:KUKAKR1500Titan(支持ProfiNet),负责极耳焊接工作。
o 激光打标机:大族激光F200(支持ProfiNet),实现电池模组追溯码打标。
o 视觉检测系统:基恩士CV-X系列(支持ProfiNet),用于检测焊接质量与尺寸偏差。
o AGV调度系统:新松AGV(支持EtherNet/IP),承担物料搬运任务。
· 网络拓扑:
o ProfiNet骨干网:通过西门子SCALANCEX208交换机连接S7-1500PLC与YC-PN-EIP网关。
o EtherNet/IP子网:借助罗克韦尔Stratix5700交换机构建冗余环网,连接ControlLogix5580PLC与AGV、激光打标机等设备。

三、实施过程与技术要点
· 协议转换配置:
o ProfiNet侧配置:在西门子TIAPortal中导入ProfiNet转Ethernet/IP协议转换网关的GSDML文件,设置网关的IP地址为192.168.1.100,并配置数据映射,将PLC的ProfiNet输出区(128字节)映射到网关的Ethernet/IP输入区,输入区(64字节)映射到PLC的ProfiNet输入区。
o Ethernet/IP侧配置:在罗克韦尔Studio5000中导入ProfiNet转Ethernet/IP协议转换网关的EDS文件,设置网关的IP地址为192.168.2.100,分配设备名称为“PN-EIP-GW”,配置CIPSync同步周期为10ms,超时时间为500ms。
· 设备集成与调试:
o 机器人控制:在KUKAWorkVisual中配置ProfiNet通信参数,将机器人状态字(16字节)映射到网关的ProfiNet输入区,通过网关向机器人发送运动指令(16字节),实现焊接路径动态调整。
o 视觉检测协同:基恩士CV-X将检测结果(缺陷类型、坐标偏差)经ProfiNet发送至网关,网关再将数据转发至PLC,触发补偿算法调整焊接位置,精度控制在±0.05mm。
· 边缘计算应用:
o 数据预处理:网关内置AI算法,实时分析视觉检测图像,减少服务器负载40%。
o 本地决策:当检测到焊接异常时,网关直接触发AGV暂停搬运,响应时间<10ms。
o 能源管理:网关监控设备能耗数据,自动调整非关键设备待机模式,节能15%。

o 四、应用效果
· 生产效率提升:焊接节拍从12秒/件缩短至8秒/件,产能提升33%;设备综合效率(OEE)从75%提升至92%。
· 质量优化:焊接不良率从0.8%降至0.2%,年减少废品损失约500万元;视觉检测漏检率从0.3%降至0.05%。
· 运维成本降低:平均故障修复时间(MTTR)从2小时缩短至15分钟;备件库存减少40%,通过热插拔功能实现免停机维护。
五、挑战与解决方案
· 协议兼容性问题:
o 现象:初始调试时,罗克韦尔PLC无法识别网关的Ethernet/IP从站设备。
o 解决:检查EDS文件版本与Studio5000兼容性,更新至最新版本;确认网关供电电压稳定(24VDC±10%),更换故障电源模块。
· 实时性瓶颈:
o 现象:焊接过程中出现指令延迟,导致焊缝偏移。
o 解决:调整ProfiNet通信周期至5ms,Ethernet/IP周期同步为5ms;启用网关的IRT优先级配置,确保机器人控制指令微秒级响应。
· 多厂商设备协同:
o 现象:大族激光打标机与西门子PLC数据交互异常。
o 解决:在TIAPortal中配置打标机的ProfiNet输入/输出区,确保数据格式与网关匹配;启用网关的协议透明传输功能,绕过ProfiNet协议层直接传输原始数据。
六、技术亮点
· 边缘计算能力:网关内置AI算法,可实时分析视觉检测数据,有效减轻云端服务器负载。
· 协议透明传输:支持直接转发原始数据,能够兼容非标准ProfiNet设备,增强了设备的通用性和互操作性。
· 网络安全防护:集成防火墙功能,支持IP过滤和MAC地址绑定,保障了生产线的信息安全,防止数据泄露和恶意攻击。

七、总结与展望
ProfiNet转Ethernet/IP协议转换网关在新能源汽车电池制造生产线中的成功应用,充分展现了其强大的协议转换能力和数据处理能力。它不仅解决了不同品牌设备之间的通信兼容性问题,实现了生产线的智能化升级和高效协同工作,还为企业的数字化转型奠定了坚实基础。未来,随着工业自动化技术的不断发展和工业物联网的深入应用,协议转换网关将在更多行业和领域发挥重要作用,推动制造业向更高效、更智能的方向发展。
(具体内容配置过程及其他相关咨询可联系付工。)





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
