水电站水轮机转轮退火前后残余应力测试与分析 点击:91 | 回复:0

近年来,我国一些大型水电站机组相继出现了转轮叶片振动异常、开裂等严重问题,引起了生产厂家的高度重视。在某水电站转轮生产开工前,转轮制造商对转轮焊接及退火工艺进行了详细研讨,同时,决定对转轮焊接完成及整体退火后的残余应力进行对比测试,将测试结果作为检查转轮焊接及退火质量的主要依据。本次转轮叶片残余应力测试方法采用盲孔法。
水电站水轮机转轮为铸焊结构,上冠、下环、叶片整体到达现场组装焊接。转轮净重约152t,最大直径为6700,mm,总高3260mm,叶片数量为15片。转轮材料为马氏体不锈钢,焊接材料为Z410Ni-MoTi-1焊丝。钢材的极限拉扯强度为760MPa,屈服强度为550MPa。
测试设备
设备采用南京聚航科技有限公司的JHMK残余应力测试系统,由JHYC静态应变仪和JHZK精密残余应力钻孔装置组成。全软件设置,自动实时计算残余应力,并实时显示和保存应力应变数值,测量结果直观明了,精度高。钻孔直径1.5mm,孔深2.0mm。
残余应力测试步骤
1. 测试部位的确定:测试部位应选择能代表焊接典型部位,选择一个基准,用记号笔大致标出测点的位置。
2. 应变片的粘贴:先用酒精棉清洁测试部位,然后用JH-496胶水将应变片粘贴在测点位置上。适当施压,待胶水完全凝固后,将应变片的接线脚揭起,粘上接线端子,然后将应变片的接线脚焊在接线端子上。
3. 连接测试线:用6根测试线分别连接应变片的3对可变形电阻丝与仪器的连接柱。连接测试线时,要注意接线的方向与对应性。
4. 定位座的安装与调试:安装定位座首先要用放大镜找到应变片上钻孔的中心点,并据此确定定位座的位置。
5. 仪器调试:预先将标定好的释放系数输入到仪器中。完成前面工作后,按仪器的调零键,将仪器清零,即记住初始值。
6. 钻孔 :慢速钻孔至2.0mm
7. 读数与记录:记录仪器上的读数,仪器可以自动将应变值计算出应力值。
测试结果分析
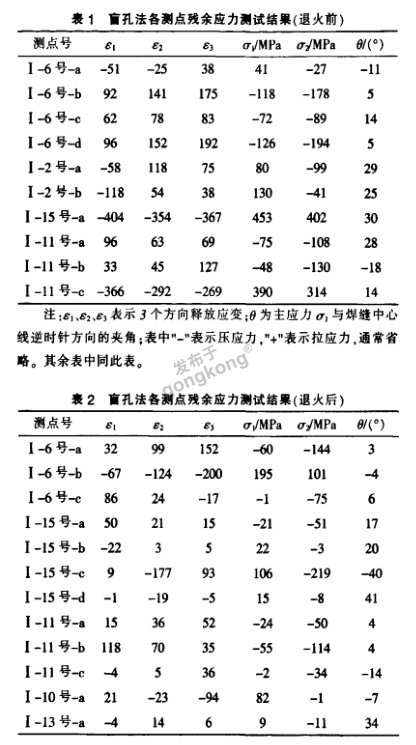
盲孔法残余应力测试结果见表1、表2。
1. 以上测试数据表明,转轮退火前后的应力水平不高。焊缝和热影响区的残余应力不高,但熔合线附近的残余应力相对较高。焊缝上某些测点的残余应力偏高,这可能是该位置局部组织不均匀造成的。
2. 退火后,大部分测点应力值低于母材屈服强度的30%,且多数为压应力。应力高的少数测点位于退火后补焊的部位。
3. 无论是退火前还是退火后,多数测点的应力值都不高,均为压应力。这与转轮焊缝金属低温马氏体相变产生的体积膨胀有关。这种应力状况有利于提高转轮的抗疲劳性能。
4. 退火处理后返修的部位出现了较高的残余拉伸应力,因此,应采取措施,尽量避免退火处理后进行焊缝返修,或采取比较严格的返修工艺措施。为此,要求制造厂在后续转轮退火前进行更严格的无损检测,尽可能避免退火后产生焊缝缺陷。
从试验结果可以看出,退火前转轮焊缝的残余应力普遍不高。因此,从焊接残余应力的角度看,焊接材料的选用和焊接工艺是合理的。退火后转轮焊缝的残余应力普遍较低,而且比较均匀,说明转轮退火效果较好。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
