大型液化石油气储罐焊接残余应力测试研究 点击:47 | 回复:0

250m3液化石油气罐是较大型的卧式储罐,其制造工艺要求高。由于受厂家退火炉长度的限制,250m3储罐无法进行整体退火工艺,故采用分筒节退火,再对组装环焊缝进行局部退火处理,以消除组装焊缝的残余应力。本文采用盲孔法对环焊缝进行退火前后焊接残余应力测试,分析局部退火工艺效果。
残余应力测试原理及应用仪器
采用盲孔法测试焊缝残余应力,就是在有残余应力的部位钻一个小孔,因小孔附近的残余应力被释放,孔区附近的残余应力场发生变化,只要测出该局部区域的应变变化量,即可计算出钻孔处释放前的残余应力值。
仪器采用南京聚航科技有限公司的JHMK多点残余应力测试系统,由JHYC静态应变仪和JHZK钻孔装置组成。在软件进行设置后,自动实时计算残余应力,并实时显示和保存应力应变数值,测量结果直观明了。
测点的选择:由于只有一条组装环焊缝,焊缝两面焊成型,故在罐体内壁及外壁焊缝上对应并对称各分布四个测点。
测量结果分析
从表1可以看出,环向残余应力退火前后均大于轴向残余应力,测量结果符合焊接残余应力的基本规律:最大残余应力方向与焊缝长度方向一致,且为拉应力;垂直焊缝方向的残余应力远小于平行焊缝方向的残余应力,因此测试数据是合理的。
测点 | 退火前 | 退火后 | 消除率 | ||||
释放应变 | 残余应力 | 释放应变 | 残余应力 | ||||
内壁面 | 1 | 轴向 | 85 | -13 | -24 | 114 | 增加 |
环向 | -220 | 370 | -96 | 204 | 44.9 | ||
2 | 轴向 | 16 | 14 | / | / | / | |
环向 | -65 | 116 | / | / | / | ||
3 | 轴向 | 36 | 52 | -12 | 140 | 增加 | |
环向 | -176 | 319 | -168 | 336 | 未消除 | ||
4 | 轴向 | 18 | 121 | -11 | 123 | 未消除 | |
环向 | -225 | 427 | 145 | 291 | 31.9 | ||
外壁面 | 5 | 轴向 | 110 | -9 | 120 | -133 | 增加 |
环向 | -296 | 501 | -146 | 202 | 59.8 | ||
6 | 轴向 | 110 | -56 | 94 | -97 | 未消除 | |
环向 | -228 | 367 | -125 | 179 | 51.5 | ||
7 | 轴向 | 88 | -1 | 103 | -101 | 增加 | |
环向 | -245 | 417 | -143 | 214 | 50.2 | ||
8 | 轴向 | 100 | -9 | 162 | -163 | 增加 | |
环向 | -294 | 504 | -220 | 316 | 37.2 | ||
从表1所列的环焊缝退火前后的实测值变化情况可看出:
1. 退火前,外壁面第8点残余应力值最大,达504MPa,退火后,其值约316MPa。减少了188MPa,降低幅度为37%;外壁面第5点是退火降低残余应力幅度最大的,由501MPa降低到202MPa,减少了299MPa,降低幅度达60%。
2. 除外壁面第3点外,环向残余应力退火后消除率为31.9%-59.5%;
3. 轴向残余应力基本上没有消除,外壁面环焊缝轴向残余应力在退火前为较小的压应力,经退火后变为较大的压应力。
4. 退火前组装环向焊接残余应力大部分在31-500MPa之间,明显高于罐体其他环焊缝186-343MPa的残余应力值。
将表1的残余应力值在退火前后的对比用图1表示,取消退火后无法正常测量的第二点,1、3、4为内壁测量点,5、6、7、8为外壁测量点,测量点分界线与残余应力分界线将图1分成Ⅰ、Ⅱ、Ⅲ、Ⅳ4个区域。
图1 组装环焊缝残余应力在退火前后的对比
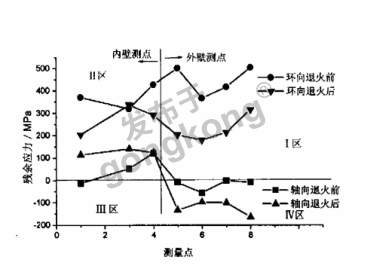
从图1可以看出;高残余应力区出现I区,原因之一是环焊缝内壁焊缝坡口比外壁坡口小的多,而且外壁焊缝冷却速度比内壁快。其退火降低残余应力效果非常明显,降幅在37%-60%之间,平均降幅达50%。
轴向残余应力值在退火后增大,最大增幅可达170MPa,该残余应力不是最大残余应力,可能对焊缝抗疲劳、抗应力腐蚀有利。
组装环焊缝的残余应力高于其他环焊缝,主要是因为采用强制对接,两个筒节强行对中后进行焊接,而且筒体内壁面只能手工焊接。
结论
由以上数据表明,盲孔法可用于液化石油气储罐组装环焊缝的残余应力测试中,所测结果符合焊接残余应力的基本规律,测试数据合理。高残余应力区出现在外壁面环向方向上,其退火后残余应力降幅在37%-60%之间,最大减幅达299MPa,平均降幅50%;退火后内壁面环向平均残余应力减少27%。整个环焊缝局部退火工艺可消除30%-60%的环向残余应力应力值,其效果非常明显,达到了消除焊接残余应力的要求,储罐两筒节的组队滑焊缝,残余应力值比罐体其它环焊缝的残余应力值要大,应注意改善焊接组对的工艺方法。





楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
