今日分享:如何修复立磨摇臂轴承室磨损 点击:23 | 回复:0

关键词:立磨摇臂轴承室磨损、原料立磨、磨辊摇臂轴承位磨损在线修复、立磨在线修复技术
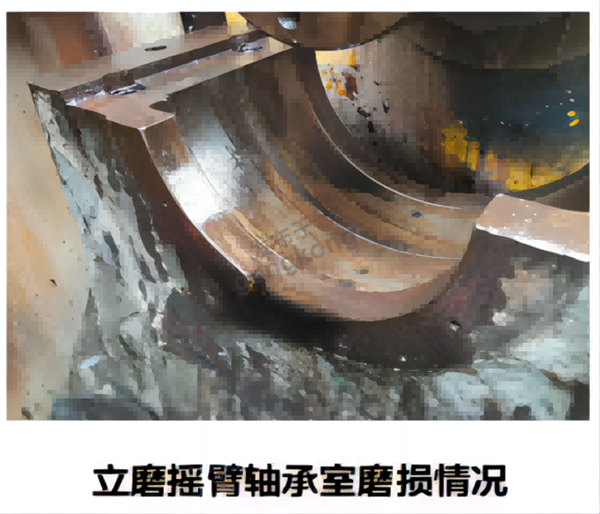
某水泥厂3400立磨轴承室磨损修复,磨辊数量4个,轴承位8处,轴承型号:定位侧32248/08YJ、自由侧23248MBW33X;定位侧轴向窜动量≤0.30mm,摇臂轴轴径磨损部位均为定位侧,共3处,直径φ240,单边磨损深度0.1-0.5mm左右;4个轴承室上下两部分均有不同程度磨损,内径φ440,整体磨损深度在0.6-1.3mm左右,共计修复11处。
索雷工业在修复立磨摇臂轴承室磨损方面也算是佼佼者,水泥厂也是与此公司一直建立着合作关系,对于此次修复厂老板和往常修复一样还是选择了索雷工业,索雷工程师们也没有辜负老板的信任,成功修复完毕,并且修复效果显著得到厂领导者们的一致好评!
下面我们看一下索雷工工程师修复立磨摇臂轴承室磨损的步骤吧!
1、表面处理:使用气焊枪将轴、轴承座表面油污烤干,随后使用角磨机或者砂纸将表面氧化层打磨干净且表面粗糙,然后用无水乙醇将表面清洗干净,晾干;
2、严格按照比例调和SD7101H调和均匀,无色差;
3、将调和好的材料均匀涂抹至轴、轴承座磨损部位,涂抹厚度大于轴、轴承座单边磨损量;
4、用刀口尺或者游标卡尺尺背以轴磨损部位两侧的未磨损部位为基准进行刮研,以修复出基准尺寸; 轴承座自由侧修复时需使用专用定位样板尺进行刮研处理;
5、材料固化,将基准面和修复表面多余材料及釉面用砂纸打磨清除;
6、轴端定位侧轴承位材料固化后,回装轴承时,轴承内圈表面擦拭干净,加热轴承,然后使用干净棉纱将SD7000脱模剂涂刷至轴承内圈表面,再次涂抹少量材料涂抹至刮研后的表面,将轴承安装到位;
7、塞尺检查定位侧轴承游隙是否达标,若无游隙则需加工中间隔套或添加垫片重新调整;若游隙达标,即可下落至轴承座内;
8、轴承座材料固化后,轴承外圈表面擦拭干净,然后使用干净棉纱将SD7000脱模剂涂刷至轴承外圈表面,晾干备用。再次涂抹少量材料涂抹至刮研后的表面,将轴承油孔朝上摆放后,对齐轴承位定位台阶,缓缓落到位;
9、再次复查轴承径向游隙,并检查轴向游隙是否达标;
10、材料固化,修复完成。






楼主最近还看过

官方公众号

智造工程师
-

 客服
客服

-

 小程序
小程序

-

 公众号
公众号











 工控网智造工程师好文精选
工控网智造工程师好文精选
